Ako používať zváranie plastových rúr. Vlastnosti zvárania polypropylénových rúr. Čo je zváranie polypropylénových rúr
Všetko je viac misa kovové rúry nahradené plastom, najmä - z polypropylénu. Majú dlhú životnosť (až 50 rokov), nehrdzavejú, nehnijú, trochu vážia a všetko môžete zostaviť vlastnými rukami bez zapojenia odborníkov. Zváranie polypropylénových rúr vyžaduje určitú zručnosť, ale prichádza rýchlo. Najprv môžete trénovať na malých úlomkoch a lacných armatúrach a potom prejsť na vytváranie vážnejších vecí.
Typy a účel
Polypropylénové rúry sú dostupné v štyroch farbách – zelená, šedá, biela a čierna. Iba čierne sa líšia charakteristikami - majú zvýšenú odolnosť proti ultrafialovému žiareniu a používajú sa pri položení na zem. Všetky ostatné majú podobné vlastnosti a sú položené vo vnútri alebo zakopané v zemi.
Podľa dohody sú polypropylénové rúry nasledujúcich typov:

Na chlad aj horúca voda sú tam potrubia rozdielne vlastnosti. Toto je zobrazené na štítku:
- PN10 sa používajú výhradne v systémoch zásobovania studenou vodou (do +45°C) s nízkym tlakom (do 1 MPa). Majú malú hrúbku steny. Nevhodné pre výškové budovy.
- PN16. Často označované ako generické, ale častejšie používané studená voda— odolávať ohrevu média do +65°C a tlaku do 1,6 MPa.
- PN20. Hrubostenné rúry, ktoré dokážu prepravovať médium s teplotou do +80°C, odolávajú tlaku do 2 MPa. Používa sa pri rozvodoch teplej vody a vykurovacích sústavách.
- PN25. Ide o vystužené polypropylénové rúry (fólia alebo sklolaminát). Vďaka prítomnosti výstužnej vrstvy majú často menšiu hrúbku steny ako PN20. Stredná teplota ohrevu - do +95°C, tlak - do 2,5 MPa. Používajú sa na zásobovanie teplou vodou a vykurovanie.
Všetky sa vyrábajú v rôznych priemeroch - do 600 mm, ale v bytoch a súkromných domoch sa používajú hlavne vo veľkostiach od 16 mm do 110 mm. Upozorňujeme, že je uvedený vnútorný priemer, pretože hrúbka steny sa môže líšiť.
Čo je zváranie polypropylénových rúr
Polypropylén sa vyznačuje zvýšenou tuhosťou a na vytvorenie systémov požadovanej konfigurácie sa používajú tvarovky z rovnakého materiálu. Ide o rôzne uholníky, T-kusy, bypassy, adaptéry, spojky atď. Sú spojené s rúrkami spájkovaním. Tento proces sa tiež nazýva zváranie, ale jeho podstata sa nemení: dva prvky sa zahrejú na teplotu topenia a v horúcom stave sú navzájom spojené. Pri správnom vykonaní sa spojenie ukáže ako monolitické a slúži nie menej ako samotné potrubia.

Na spojenie polypropylénu s kovmi existujú kombinované tvarovky, v ktorých je jedna časť vyrobená z kovu a je spojená pomocou závitového spojenia a druhá - polypropylén - je zváraná.
Ako spájkovať
Polypropylénové rúry sa zvárajú pomocou špeciálneho zariadenia nazývaného spájkovačka alebo zváračka. Jedná sa o malú kovovú platformu, vo vnútri ktorej je elektrická cievka, ktorá ohrieva povrch. Kvôli tomuto dizajnu sa táto jednotka nazýva aj žehlička.

Na spojenie dvoch prvkov sa spojené povrchy zahrejú na teplotu topenia (+260 °). Na zahriatie prvku na požadovanú hĺbku sú na zváracej platforme nainštalované dve rôzne kovové dýzy potiahnuté teflónom:

Dva prvky, ktoré sa majú pripojiť, sa súčasne nasadia na zodpovedajúce trysky, pridržia sa určitý čas (niekoľko sekúnd) a potom sa spoja. Takto sa zvárajú polypropylénové rúry.
Ako zvárať
Konštrukcie spájkovačiek pre polypropylénové rúry sú mierne odlišné, ale princípy práce s nimi sú bežné. Existujú dva hlavné modely - s plochou plošinou alebo valcovým ohrievačom. Pri bežnej kvalite fungujú oboje, rozdiel prakticky nie je. Komu to vyhovuje viac, nech si vyberie.

Takto vyzerá dobre urobené spojenie v úseku - ako celok
Prípravné práce
Pred začatím práce musíte spájkovačku zahriať, ale tu nie je všetko také jednoduché. Poradie jeho prípravy je nasledovné:
- Najprv sa na plošinu nainštalujú trysky vhodného priemeru.
- Do otvoru v plošine je naskrutkovaný kolík, z oboch strán je naň nasadený tŕň a objímka, z oboch strán dotiahnutá maticami.
- Ak je vykurovací článok vo forme rúrky, predávajú sa dýzy namontované na doske. Doska sa nasadí na vykurovacie teleso, utiahne sa upevňovacia skrutka.
- Požadovaná teplota vykurovania sa nastavuje na regulátore. Pre polypropylénové rúry je teplota zvárania +260°C. Nasadíme ho na regulátor, zapneme.
- Čakáme na signál na nastavenie nastavenej teploty. V niektorých modeloch je zvukový signál, ale v zásade sa LED rozsvieti alebo zhasne (v rôznych modeloch rôznymi spôsobmi).
Spájkovačka je pripravená na prácu. Ale stále musíte pripraviť rúry a tvarovky. Prvou podmienkou kvalitného zvárania je rovnomerný rez. Rez musí byť striktne vertikálny, bez otrepov a trhlín. Takýto strih je možné získať pomocou špeciálnych nožníc. Na spodnej strane majú dve široké čeľuste, ktoré držia potrubie na mieste, a rezná časť je na vrchu.

Druhou podmienkou dobrého spájkovania PP rúr sú čisté, suché časti bez tuku. Ak chcete, aby inštalatérske alebo vykurovacie zariadenia slúžili dlhú dobu a nepretekali, nemali by ste tento postup preskočiť. Rez a tvarovka sa čistia alkoholom alebo vodou a prostriedkom na umývanie riadu. Potom počkajú, kým je všetko suché, a až potom začnú proces spájkovania.
Ako dlho zohrievať
Pri zváraní musí byť polypropylén prísne zahriaty na požadovanú teplotu. Prehrievanie a podhrievanie výrazne znižuje kvalitu švu. Prehriata a zmäknutá rúrka sa do tvarovky jednoducho nezmestí a nedostatočne zohriaty materiál sa nespáli.
Doba ohrevu závisí od priemeru rúrok, teploty vzduchu a je uvedená v tabuľke.
| Priemer polypropylénovej rúry | Hĺbka zvárania | Doba ohrevu | čas zvárania | Doba chladenia |
|---|---|---|---|---|
| 16 | 12-14 mm | 5 s | 6 s | 2 minúty |
| 20 | 14-17 mm | 6 s | 6 s | 2 minúty |
| 25 | 15-19 mm | 7 s | 10 s | 2 minúty |
| 32 | 16-22 mm | 8 s | 10 s | 4 min |
| 40 | 18-24 mm | 12 s | 20 s | 4 min |
| 50 | 20-27 mm | 18 s | 20 s | 4 min |
| 63 | 24-30 mm | 24 s | 30 s | 6 min |
| 75 | 26-32 mm | 30 s | 30 s | 6 min |
Vo všeobecnosti je spájkovanie možné pri +5°C, ale údaje sú uvedené pre +20°C. V teplejšom počasí sa doba expozície prvkov na spájkovačke skráti o 30-60 sekúnd, v chladnejšom počasí sa zvýši.
Venujte pozornosť stĺpcu "hĺbka" zvárania v tabuľke. Táto značka je umiestnená na potrubí. Predtým ho budete musieť vtlačiť do tvarovky. Tým sa vytvorí malý pásik roztaveného plastu pred okrajom kovania. To znamená, že šev je vyrobený správne.

Ďalší stĺpec potrebuje objasnenie - "čas zvárania". Toto je čas, počas ktorého je potrebné stlačiť a upevniť prvky, ktoré sa majú zvárať.
Vo všeobecnosti, ak sa pokúsite vložiť studenú rúrku do tvarovky, malo by ísť dovnútra s veľkými ťažkosťami - vonkajší priemer potrubia je o niečo väčší ako vnútorný priemer tvarovky. Toto sa robí zámerne, aby sa poskytol nejaký prebytočný materiál, z ktorého sa vytvorí valec na šve. Aby bolo zváranie polypropylénových rúr spoľahlivé, je lepšie odobrať všetky komponenty od tej istej spoločnosti. Tým sa zabezpečí zhoda veľkostí. V opačnom prípade je potrebné vyskúšať - aby kovanie „nekĺzalo“, ale ťažko sa ťahalo.
Technológia
Ako už bolo spomenuté, pri zváraní polypropylénových rúr je potrebné ich a armatúry vyčistiť, odmastiť a vysušiť. A až potom môžete začať spájkovať.
Tento prípravok je vhodný pre všetky typy potrubí okrem fóliou vystužených. V tomto prípade sa po odrezaní požadovaného kusu odrezok začistí na fóliu špeciálnym zariadením - holiacim strojčekom. Do nej sa vloží potrubie a niekoľkokrát sa otočí. V tomto prípade sa odstráni horná vrstva plastu, po ktorej môže byť odmastená a spájkovaná.

Po zaschnutí povrchu sa na rúrku nakreslí značka označujúca vzdialenosť, do ktorej sa musí vtlačiť do tvarovky (najjednoduchšie je použiť tenkú značku alebo ostro brúsenú jednoduchú ceruzku).

Spájkovanie polypropylénu krok za krokom

Jedna poznámka: ihneď po zváraní skontrolujte trysky na spájkovačke. Ak sú tam zvyšky materiálu, môžu sa odstrániť mäkkou, neblednúcou (bielou) handričkou, ktorá nepúšťa vlákna. Na spájkovačke nemôžete nechať plast - ďalší fragment sa prilepí, bude ťažké ho odtrhnúť. Trysky nemôžete čistiť abrazívami - majú teflónový povlak, ľahko sa poškriabajú. A dokonca aj mikroskopické škrabance spôsobia, že sa fragment na spájkovačke (žehličke) prilepí.
Mimochodom, je lepšie pracovať v bavlnených rukaviciach - bude menej popálenín.
Pred uvedením systému do prevádzky je potrebné ho skontrolovať. Robia to stlačením. Čo to je a ako to urobiť, prečítajte si tu.
Distribúcia polypropylénových rúr
Polypropylénové rúry sa používajú na montáž hrebeňa studenej alebo horúcej vody, vykurovanie. Výber priemeru je v každom prípade individuálny - závisí od objemu kvapaliny, ktorú je potrebné čerpať za jednotku času, požadovanej rýchlosti jej pohybu (vzorec na fotografii).

Výpočet priemerov potrubí pre vykurovacie systémy je samostatnou otázkou (priemer je potrebné určiť po každej vetve), pre vodovodné potrubia je všetko jednoduchšie. V bytoch a domoch sa na tieto účely používajú rúry s priemerom 16 mm až 30 mm, pričom najobľúbenejšie sú 20 mm a 25 mm.
Zvažujeme armatúry
Po určení priemeru sa berie do úvahy celková dĺžka potrubia, v závislosti od jeho konštrukcie sa dokúpia armatúry. S dĺžkou rúr je všetko pomerne jednoduché - zmerajte dĺžku, pridajte asi 20% za chybu a možné manželstvá v práci. Na určenie, ktoré armatúry sú potrebné, je potrebná schéma potrubia. Nakreslite ho a uveďte všetky kohútiky a zariadenia, ku ktorým sa chcete pripojiť.

Na pripojenie k mnohým zariadeniam je potrebný prechod na kov. Existujú aj také polypropylénové tvarovky. Na jednej strane majú mosadzný závit a na druhej obyčajnú spájkovačku. Okamžite sa musíte pozrieť na priemer potrubia pripojeného zariadenia a typ závitu, ktorý by mal byť na armatúre (vnútorný alebo vonkajší). Aby ste sa nemýlili, je lepšie napísať všetko na schému - nad vetvou, kde bude táto armatúra inštalovaná.
Ďalej sa podľa schémy berie do úvahy počet obrazových zlúčenín „T“ a „G“. Pre nich sa kupujú odpaliská a rohy. Existujú aj kríže, ale používajú sa zriedka. Mimochodom, rohy nie sú len v uhle 90 °. Existujú 45°, 120°. Nezabudnite na spojky - to sú tvarovky na spojenie dvoch častí potrubia. Nezabudnite, že polypropylénové rúry sú úplne neelastické a neohýbajú sa, takže každé otočenie sa vykonáva pomocou tvaroviek.
Pri nákupe materiálu sa dohodnite s predajcom na možnosti výmeny alebo vrátenia časti kovania. Problémy väčšinou nevznikajú, keďže ani profesionáli nedokážu vždy presne určiť požadovaný sortiment. Okrem toho je niekedy počas procesu inštalácie potrebné zmeniť štruktúru potrubia, čo znamená, že sa zmení sada armatúr.

Polypropylén má pomerne významný koeficient tepelnej rozťažnosti. Ak sa inštaluje polypropylénový rozvod teplej vody alebo vykurovací systém, je potrebné zhotoviť kompenzátor, ktorým sa predĺženie alebo skrátenie potrubia vyrovná. Môže to byť továrensky vyrobená kompenzačná slučka alebo kompenzátor zostavený podľa schémy z koncov a kusov rúr (na obrázku vyššie).
Spôsoby kladenia
Existujú dva spôsoby inštalácie polypropylénových rúr - otvorené (pozdĺž steny) a uzavreté - v stroboskopoch v stene alebo v potere. Na stene alebo v stroboskope sú potrubia vyrobené z polypropylénu namontované na držiakoch klipov. Sú jednoduché - na položenie jednej rúry sú dvojité - keď dve vetvy prebiehajú paralelne. Sú upevnené vo vzdialenosti 50-70 cm.Potrubie sa jednoducho vloží do spony a drží vďaka sile elasticity.

Pri pokladaní do poteru, ak ide o teplú podlahu, sú rúry pripevnené k výstužnej sieťovine, nie je potrebné žiadne ďalšie dodatočné upevnenie. Ak je pripojenie k radiátorom monolitické, potrubia nie je možné upevniť. Sú tuhé, svoju polohu nemenia ani po naplnení chladiacou kvapalinou.

Možnosť skrytej a vonkajšej elektroinštalácie v jednom potrubí (za kúpeľňou bola elektroinštalácia otvorená - menej práce)
Nuansy spájkovania
Proces zvárania polypropylénových rúr, ako ste videli, nezanecháva veľa práce, ale existuje veľa jemností. Napríklad nie je jasné, ako pri spájaní rúr upraviť úseky tak, aby mali rúry presne tú požadovanú dĺžku.
Ďalším bodom zvárania polypropylénových rúrok je spájkovanie na ťažko dostupných miestach. Nie vždy je možné nasadiť rúrku a tvarovku na spájkovačku na oboch stranách. Napríklad spájkovanie v rohu. Spájkovačka, musíte ju umiestniť do rohu, na jednej strane tryska spočíva priamo na stene, nemôžete na ňu vytiahnuť armatúru. V tomto prípade je nainštalovaná druhá sada dýz s rovnakým priemerom a na nej sa armatúra zahrieva.
Ako spájkovať polypropylénové rúry na ťažko dostupnom mieste
Ako ísť z železná rúra pre polypropylén.
Práca s polypropylénovými rúrami vyžaduje dodržiavanie niektorých odporúčaní. Správne nainštalované spojenie je tesné a odolá vysokému tlaku.
Je ťažké dosiahnuť dobrú kvalitu zvárania pri nízkych teplotách. Výrobcovia polypropylénových rúrok neodporúčajú zváranie pri teplotách vzduchu pod 5 stupňov. Pri teplotách pod 0 sa plast stáva krehkým, spájkovanie môže byť netesné. To povedie k netesnostiam alebo prasknutiu potrubia. V chladnom období sa miesto, kde sa vykonáva zváranie, zahreje - postaví sa stan s teplovzdušnou pištoľou.
Výrobcovia plastové rúrky zdôrazniť, že polypropylénové výrobky z rôznych ochranné známky nemôžeš spať. Rúry a tvarovky rôznej výroby sa môžu líšiť niekoľkými spôsobmi:
- tolerancia priemeru;
- rýchlosť zmäkčenia;
- farebné odtiene.
Pokus o kombináciu rôznych Technické špecifikácie materiály vedú k ťažkostiam pri inštalácii a stávajú sa príčinou manželstva celej konštrukcie.
Pri kladení diaľnic sa plastové rúry veľkého priemeru (od 63 mm) zvárajú na tupo. Táto metóda je založená na zahrievaní a tavení koncov rúr a ich následnom spojení dostatočnou silou.
Je dôležité, aby konce polotovarov boli dokonale rovné. To umožňuje získať spájkovaný spoj maximálnej pevnosti, jednodielny a schopný pracovať pod vysokým tlakom.
Polypropylénové rúry s priemerom do 40 cm sú zvárané špeciálnym zariadením ručného typu. Skladá sa z centrovacieho zariadenia a trysiek na upevnenie obrobkov. Konce odrezanej časti rúry sa očistia pilníkom alebo brúsnym papierom. Prístroj sa ohrieva, do neho sa vložia detaily budúceho potrubia a spájkujú sa. Všetky pohyby sa robia rýchlo a jasne, kým sa materiál nezahreje do požadovaného stavu.
Upozorňujeme, že pri spájkovaní hrdla alebo hrdla musí byť vonkajší priemer potrubia väčší ako vnútorný priemer nevyhrievanej tvarovky.
Po zváraní odolávajú času určenému na chladenie, nepohybujú sa ani neprevracajú prvky, aby nedošlo k deformácii.
Vystužené rúry sa používajú vo vykurovacích systémoch, kladení "teplej podlahy" a zásobovaní teplou vodou.
Pred začatím práce za účasti vystužených polypropylénových rúrok sa pripraví - hliníková vrstva sa vyčistí holiacim strojčekom. Je to potrebné, aby sa počas prevádzky pri kontakte s vodou hliníková fólia nezrútila a konštrukcia nezatiekla.
Tvarovka je dimenzovaná tak, aby pasovala na potrubie bez vrchných vrstiev.
Metóda jedna
Na výrobu domáca spájkovačka bude potrebovať:
- neúspešné staré železo, ktoré má vykurovacie teleso;
- detský kovový konštruktér;
- gumená rukoväť;
- prepínač;
- azbestová šnúra;
- dural;
- izolačná páska.

V tomto prípade je kontakt hliníka s kvapalinou prísne zakázaný. Táto zliatina sa začína rozpadať a kupovať nové produkty je nerentabilné. Výskyt malých vnútorných deformácií v kĺboch je ťažké si všimnúť voľným okom, avšak práve tieto zóny sú slabou stránkou celého systému. Existuje možnosť vniknutia vody na kovový povrch.
Aby sa tomu zabránilo, vystužená vrstva je starostlivo vyčistená. Takáto operácia je povinná, ak je povrch rúr zabalený do fólie.
Na odstránenie plechu sa používa špeciálne zariadenie - takzvaný holiaci strojček. Je potrebné ho zakúpiť samostatne.
Koniec sa vloží do zariadenia, podobne ako pri ostrení ceruzky, a začnú sa otáčať.
Pri práci nezabudnite na čistenie hliníkovej vrstvy. Bez tohto postupu dôjde k zváraniu, avšak spoľahlivosť výsledného spojenia bude dosť nízka.
Z takých ľudský faktor možno eliminovať inštaláciou rúr vystužených sklolaminátom.
Ak je hliníková výstužná vrstva umiestnená v strede steny, povrch sa upraví pomocou špeciálneho nástroja. Pomáha odstrániť hliníkové okraje, ktoré zakrývajú koniec potrubia. Ak sa takáto operácia nevykoná, voda sa môže dostať do stredu steny a pohybovať sa pozdĺž mikrotrhlín výstužnej vrstvy, čo nevyhnutne povedie k opuchu.
Na fotke môžete vidieť spájkované spoje strihy: nesprávne prevedenie na obrázku bez orezania a správne - s orezaním.
Na dosiahnutie najlepšieho výsledku sa používajú špeciálne spojky. Akoby „zamurovali“ konce výstužnej vrstvy, čo pomáha predchádzať kontaktu kovu s kvapalinou.
Niektorí výrobcovia dávajú vlastné odporúčania ako pripraviť rúry pred zváraním. Aj keď nie je žiadna výstužná vrstva, je nevyhnutné kalibrovať vonkajší priemer a potom skosiť.
Operácia kalibrácie odstráni elipsu potrubia, vďaka čomu je dokonale zaoblená. Zkosená plocha uľahčuje prácu na spojení so spojkou. Bohužiaľ, keď sú PP rúry spájkované samostatne, tieto operácie sú úplne ignorované.
Po prvé, zvárací stroj musí byť dobre upevnený. Po začatí zahrievania sú diely vystavené tlaku, ktorý sa prenáša na spájkovačku. Aby bola práca pohodlnejšia, je dôležité zabezpečiť, aby bolo zariadenie nepohyblivé.
Na nástroj je nasadený vykurovací pár. Ďalej sa nastaví požadovaná teplota ohrevu, pripojí sa napätie. Pri zváraní PP rúr s hrdlovým zváraním by teplota ohrevu mala byť v rozmedzí 260 ± 10 ° C, čo je viac ako hodnoty, pri ktorých sa polypropylén stáva viskóznym a tekutým.
Dochádza tak k rýchlemu roztaveniu hornej vrstvy potrubia spolu s tvarovkou. V dôsledku toho je možné časť ľahko odstrániť bez zahrievania celej hrúbky steny. Pri inej teplote, keď prvky zmäknú, nebude možné vytvoriť spojenie.
Počas opravy môžu nastať rôzne nepredvídané situácie, napríklad došlo k náhodnému prederaveniu potrubia. Tento problém je možné vyriešiť za predpokladu, že otvor je malý.
Prvá možnosť utesnenia konštrukcie zahŕňa nasledujúce kroky. Najprv povrch vysušte a odmastte. Potom vezmeme ďalšiu rúrku od toho istého výrobcu a zahrejeme ju a výsledný otvor. Ďalej spájkujeme otvor spájkovačkou alebo improvizovanými prostriedkami, napríklad horákom. Ak je potrubie vystužené, fólia sa musí odrezať. Ale môžete tiež nainštalovať spojku.
Druhá možnosť spájkovania otvoru vo valcovom PP výrobku je znázornená na videu nižšie.
Najväčším problémom, s ktorým sa stretáva takmer každý majster, je inštalácia plastového potrubia ťažké oblasti. Na spájkovanie polypropylénových výrobkov na ťažko dostupných miestach je potrebné štruktúru rozdeliť.
Najprv sa vykoná inštalácia najväčšej a najnevhodnejšej oblasti. Vytvára sa samostatne a potom sa inštaluje na trvalé miesto.
Po dokončení zložitej inštalácie sa inštalujú menšie prvky. Takáto práca sa musí vykonávať spolu s asistentom.
Na nezávislú inštaláciu rúr z PP musíte mať vhodné vybavenie a mať špeciálne zručnosti a schopnosti. Ak si nie ste istí svojimi schopnosťami, je lepšie využiť služby profesionálov. Sadzby nájdete nižšie:
- inštalácia jedného lineárneho metra potrubia - 100 rubľov;
- vypracovanie výkresu a práce - 500 rubľov;
- orezanie valcového produktu a jeho následné čistenie - 90 rubľov.
V cene je zahrnutá aj náročnosť inštalácie a celkový objem.
Každá etapa musí byť vykonaná podľa všetkých pravidiel.
Na zváranie PP rúr je potrebné zásobiť sa potrebným vybavením a komponentmi. Najprv sa vypracuje podrobný projekt, určí sa možnosť montáže a rozhodne sa, ako zvariť polypropylénové potrubie s armatúrami a protiľahlou časťou potrubia. Na základe konfigurácie a geometrického tvaru budúceho potrubia sa určuje aj zváranie polypropylénovej rúry, ktorá je vhodnejšia pre konkrétny projekt a nebude mať za následok zvýšenie odhadu konštrukcie.
Počas inštalácie je možné upraviť rozloženie potrubia, ale vzhľadom na jednoduchosť pripojenia to nespôsobuje žiadne zvláštne problémy.

Ručné zváranie polypropylénových rúr nevyžaduje veľkú zásobu nástrojov a špeciálnych zručností. Presné dodržanie montážnej postupnosti umožňuje vytvoriť spoľahlivý vodovodný alebo vykurovací systém, ktorý je v celom rozsahu utesnený.
Ručné zváranie rúr sa vykonáva pomocou kompaktného vykurovacieho zariadenia
Nástroje a vybavenie:
- nožnice alebo rezačka na plastové rúrky. Výhodne nožnice gilotínového typu s výkonným ostrím a ozubenou jednotkou na prenos sily;
- odizolovací nástroj vystužené rúry z PP. Je to špeciálna fréza a v primitívnej forme - odolný nôž s pohodlnou rukoväťou a krátkou čepeľou;
- na odmastenie povrchu je vhodné použiť alkoholové zložky. Spravidla sa používa etyl (izobutyl) alkohol. Acetón, ktorý je veľmi bežný ako odmasťovač farieb a lakov, nie je vhodný pre PP rúry - jednoducho ničí povrch, robí ho voľným a krehkým;
- spájkovačka na polypropylénové rúry je povrch ohriaty na zvolenú teplotu (aspoň 260 stupňov Celzia) - tŕň - na ktorý sú pripevnené nátrubky pre rúry a tvarovky. Spájkovačky sú rúrkové a vo forme predĺženého kladiva. Je vhodnejšie zvárať rúry na ťažko dostupných miestach pomocou rúrkovej spájkovačky;
- obyčajný stavebný meter pomôže vyhnúť sa nadmernému míňaniu materiálu. Správne zmeraná dĺžka miesta minimalizuje počet podrezaní a tvaroviek;
- šablónu vo forme krátkeho kusu rúrky s väčším priemerom. Dĺžka šablóny musí presne zodpovedať hĺbke potrubia vstupujúceho do tvarovky. Je lepšie a pohodlnejšie použiť šablónu s dnom. Zváranie na tupo nevyžaduje použitie šablón.
Ak je technológia zvárania polypropylénovej rúry na ohrev správne dodržaná, potom po vychladnutí zvaru vznikne rovnomerný úhľadný lem, ktorý je po celej dĺžke rovnako vysoký.
- Ak sú časti počas prevádzky nesprávne spájkované, už ich nebude možné oddeliť. Ak chcete opraviť nekvalitný výrobok, musíte celú oblasť vystrihnúť švom a vytvoriť nový. Ak bolo spájkovanie vykonané pomocou armatúr, ich opätovné použitie v prípade chyby nie je povolené, pretože sú určené na jedno použitie.
- Hlavné typy plastového spojenia: tupo a spojka. Pri zváraní na tupo sú rúry navzájom spájkované roztavením koncov každého z prvkov a ich vzájomným prienikom. Spojovacia metóda sa vyznačuje tým, že potrubia sú spojené pomocou špeciálnych adaptérov - tvaroviek.
- Ak sa nechystáte potrubie opravovať alebo montovať systematicky, nie je potrebné kupovať spájkovačku. Môžete využiť službu požičovne alebo si ju požičať od priateľov. Ak sa stále rozhodnete kúpiť si zariadenie pre seba, odporúča sa nepreplácať modely s termostatom, pretože na normálnu prácu doma je zvyčajne potrebný iba jeden indikátor teploty.
- Pri spájaní spájkovaním sa najskôr na trysku nasadí tvarovka a potom na potrubie. Musíte začať počítať čas, kedy sú obe časti nasadené na trysky.
- Hotový šev neochladzujte studenou vodou ani studeným vzduchom. Chladiť by sa mala sama bez vonkajších vplyvov.
- Práca s plastom prebieha podľa pravidiel, ak sa na spojke vytvorí mierny „prítok“ jeho časti.
- Kvalitu spoja môžete skontrolovať rozrezaním potrubia na polovicu vo šve. Ak ste urobili všetko správne, šev v sekcii by mal byť súvislý, rovnomerný, bez dutín.
Ako zvárať potrubie z polypropylénu pomocou zváracieho stroja
Postupnosť činností pri práci s mechanickým zváracím strojom sa mierne líši od práce s ručnou spájkovačkou. Technológia zvárania polypropylénových rúr v automatickom režime je podobná ručnému spájkovaniu, s tým rozdielom, že odizolovanie (orezanie) rúry sa uskutočňuje mechanickou pílou a mechanické svorky zabezpečujú upnutie rúr v mieste spájkovania. Proces sa nazýva zváranie polypropylénových rúr na tupo.
Riadenie úrovne teploty ohrevu pri zváraní polypropylénových rúr a automatické vypnutie vykurovacieho telesa zabezpečuje jednotka riadiaceho systému.
Zváranie polypropylénovej rúry na tupo pomocou automatickej jednotky zaberie minimum času a má vysoko kvalitné spoje. Ďalšou výhodou automatického systému je presná teplota zvárania polypropylénovej rúry. Pre vykurovacie systémy je to dôležité, ale náklady na profesionálne vybavenie sú pomerne vysoké. Ale tento problém je vyriešený jednoducho: môžete si prenajať potrebné zariadenia.
Rezanie rúr

Materiál odrežte nástrojom na to určeným. Ak nie je žiadny, potom je možné rez vykonať pílou alebo iným dostupným nástrojom, hlavnou vecou je nepoškodiť geometriu a udržať rovinu rezu rovnomernú. Na ten druhý je určený úkosovač, čistí aj koniec, v ktorom je výstužná vrstva bližšie k vnútornému priemeru. V opačnom prípade môže tento prvok vytvoriť voľné spojovacie otvory a spôsobiť netesnosť.

Polypropylénová rúrka je narezaná na mieru špeciálnym rohatkovým nožom
Pred zváraním sú rúry zvonku odmastené alkoholom a tvarovky zvnútra. Pre použité vystužené výrobky špeciálne zariadenie, ktorý odstraňuje tvrdnúcu vrstvu - holiaci strojček.

Holiaci strojček na odizolovanie vrchnej vrstvy zosilneného hliníka
Napriek tomu, že väčšina zariadení má svoje vlastné nosné prvky, zariadenie by malo byť pevne pripevnené vo zveráku alebo svorkách k stolu. Nástroj je veľmi ľahký, takže ak je uvoľnený, môže ľahko spadnúť a zlomiť sa alebo spôsobiť požiar.
Spojku a tŕň vložíme do pevného aparátu na zváranie.

Trysky na zváranie
Prepínač nastavíme na požadovanú hodnotu teploty. Pre polypropylén je to 270 stupňov, ale sú chvíle, kedy je potrebná nižšia alebo vyššia teplota. Tieto hodnoty preberáme zo sprievodnej dokumentácie k nášmu materiálu a pomocou návodu na spájkovačku vyberieme optimálnu teplotu.
Technológia zvárania polypropylénových rúr znamená, že keď zariadenie dosiahne prevádzkovú teplotu (rozsvieti sa zelený indikátor alebo zaznie zvukový signál), môžete pristúpiť k inštalácii dielov, ktoré sa majú zvárať, na zváračku rúr.

Rez sa pomaly zasunie do návleku až na doraz a vytvorí sa otrep - prebytočný materiál, ktorý sa po nasadení stočí do valčeka. Pri nasadzovaní je veľmi dôležité dbať na to, aby mal otrep správny tvar, bez zlomov a iných defektov. Ak je diel vložený bez viditeľného úsilia alebo chýba grant, možno ho považovať za chybný a treba ho vymeniť. To isté platí pre tvarovku, ktorá sa tiež musí nasadiť na tŕň viditeľnou silou, až kým sa nezastaví.
Zváranie
Keď sú zvárané prvky inštalované na svojich miestach, je potrebné im dať určitý čas, aby sa materiál stal viskóznym a zároveň polypropylénová zváracia tyč nestratila svoje nosné vlastnosti. Nižšie sú uvedené približné parametre vhodné na zváranie polypropylénových rúr rôznych priemerov. Stojí za zváženie, že hodnoty sú spriemerované a presnejšie, ako uvádza výrobca v sprievodnej dokumentácii.

Teplota zvárania polypropylénových rúr, doba chladenia v závislosti od hrúbky
Pre orientáciu v pojmoch uvedených v tabuľke je potrebné dodržiavať nasledujúce definície:
- Čas ohrevu sa počíta od momentu, keď sa dielec dotkne dorazu vykurovacieho telesa.
- Čas pripojenia - parameter, ktorý ukazuje, ako dlho by sa mali rúry na zváranie polypropylénu uchovávať po ich zozbieraní.
- Doba chladenia - časový interval, ktorý sa musí dodržať pre úplné stuhnutie a získanie monolitickej väzby.
Montáž dielov
Po vybratí dielov z vykurovacej dýzy by sa mali zmontovať. Na pripojenie potrubia pvc armatúra je nastavený v požadovanom uhle a jediným pohybom sú potrubia spojené dohromady.

V tomto prípade je zakázané otáčať diely. Diely držíme v nehybnosti, ale bez použitia sily, ako pri nasadzovaní Čas, ktorý uplynie od vybratia zo zváračky po priamu montáž, by mal byť minimálny. V opačnom prípade diely vychladnú a nebudú sa zvárať alebo bude spojenie nekvalitné.
Dôležitý bod, kedy by ste sa dielu nemali dotýkať, vrátane pokusov o jeho vyskúšanie atď. Po ochladení je zváraný okruh vyrobený z polypropylénových rúr s vlastnými rukami pripravený na použitie.
Pred začatím práce je potrebné pripraviť inštalačný nástroj. Na vytvorenie spoľahlivého spojenia konštrukcií a všetkých dodatočných častí budete potrebovať špeciálnu spájkovačku.
Stojí za zmienku, že niekedy sa spojenie výrobkov vyrobených z polypropylénu nazýva zváranie. Tento proces má však veľa odrôd, takže je dôležité mať na pamäti, že polypropylénové rúry sú spojené iba jedným spôsobom - spájkovaním. Na inštaláciu takéhoto systému sa nepoužívajú závitové tvarovky a kov-plast.
Spájkovanie polypropylénových rúr vyžaduje použitie zváracích strojov. V predaji je niekoľko typov zariadení:
- ohrievač kruhového prierezu;
- bytovú jednotku.
Druhý typ spájkovačky sa ľudovo nazýval žehlička, ktorá sa viac spája s jej vzhľad. Takéto zariadenia sa líšia iba svojim dizajnom.
Pri prvom modeli sú teflónové dýzy nasadené na ohrievač a upevnené časťami podobnými svorkám. V druhom zariadení sú rovnaké trysky priskrutkované k ohrievaču z oboch strán. Ostatné dizajnové prvky sa nelíšia. Hlavnou funkciou zariadenia je vykonávať vysokokvalitné a spoľahlivé spájkovanie polypropylénových výrobkov.
Trysky sú nevyhnutne zahrnuté v súprave spájkovacích zariadení. Najlacnejšie zariadenie, ktoré obsahuje minimálny počet prvkov, sa považuje za čínsku spájkovačku. Jeho výkon nepresahuje 800 wattov. V predaji je prezentovaný spolu so stojanom, ako aj dýzami, ktoré umožňujú spájkovanie rúrok vyrobených z PP s prierezom 20-32 mm.
Bimetalové relé fungujú hrubšie, rovnako ako kapilárne termostaty, ktorých hodnoty sú nepresné. V porovnaní s údajmi termistorov budú rozdiely dosť veľké. Bez ohľadu na termostat, keď zariadenie dosiahne prevádzkový režim (podľa údajov indikátora), musíte počkať niekoľko minút. Počas tejto doby bude teplota trysiek porovnávaná s teplotou zobrazenou zariadením.
Teraz môžete začať zvárať. Výrobcovia tiež vyrábajú spájkovačky s dvoma vykurovacími prvkami rôzneho výkonu. Každá časť je vybavená samostatným vypínačom.
Tieto produkty sú schopné nezávisle dosiahnuť požadovanú teplotu. Požadovaný výkon si vyberá sám majster.
Druhá časť sa stáva náhradnou v prípade poruchy prvej.
Zariadenie poskytuje možnosť súčasného zapnutia oboch ohrievačov za účelom rýchleho dosiahnutia prevádzkového režimu.
Zariadenie je možné doplniť pomocnými nástrojmi, vrátane:
- úkosovačka;
- kalibrátor;
- zastrihávač;
- nožnice na strihanie rúr.

V niektorých súpravách dokonca nájdete špeciálnu čistiacu kvapalinu. Nie všetky uvedené diely sú však súčasťou základného balenia. Často sa musia kupovať samostatne. Je dôležité, aby zvárací stroj mal všetko potrebné nástroje pre prácu s akýmkoľvek priemerom rúr a materiálov.
Vezmite si napríklad 20 mm rúrku. Reálny rozmer jeho vonkajšieho priemeru bude v rozmedzí 20,3-20,5 mm. Tvarovka určená na prácu s 20 mm výrobkom bude mať vnútorný prierez 19,5-19,7 mm.
Navyše stredná časť spojovacej plochy bude presne zodpovedať menovitému priemeru. Pre kužeľovú rovinu sa vezme 5 stupňov.
Je zrejmé, že ak armatúry nie sú vyhrievané, nemôžu byť pripojené k spojke.
Keď je potrubie zarovnané s horúcou objímkou, vonkajšia časť sa roztaví. Všetko nadbytočné sa vytlačí, získa sa akýsi valček. Ďalej sa vnútorné vrstvy zahrievajú. Začnú sa zmenšovať, zatiaľ čo potrubie dostane príležitosť dostať sa do horúcej spojky. Podobný efekt možno dosiahnuť, keď je upevňovací prvok pripojený k horúcemu tŕňu.
Keď je rúrka zarovnaná s tvarovkou, je elasticky stlačená, zatiaľ čo spojovací prvok sa začína naťahovať. Vyhrievané povrchy sú stlačené a vytláčajú vzduch. Výsledkom je rovnomerné premiešanie roztaveného materiálu.
generál technologický postup pripojenie potrubia z PP zásuvky má niekoľko sekvenčných operácií:
- rezné výrobky;
- prípravné činnosti;
- inštalácia zváracieho stroja;
- dosiahnutie prevádzkového režimu;
- zahrievanie častí;
- zhromaždenie;
- chladenie linky.
Ak zvárate, môžete bez veľkého úsilia ručne spojiť potrubie s vyhrievaným nástrojom malé detaily, ktorého prierez je v rozmedzí 40-50 mm. Na spojenie valcových konštrukcií s priemerom presahujúcim 50 mm je potrebné použiť špeciálny centralizátor určený na hrdlové zváranie.
Keďže spájkovanie polypropylénových rúr nie je ťažké, prácu je možné vykonať samostatne.
Na rezanie valcových výrobkov sa používajú špeciálne nožnice, ktoré neumožňujú pokrčenie stien rúr.
Pred spájkovaním polypropylénových výrobkov sú povrchy dielov dôkladne očistené a odmastené. Vystužené konštrukcie podliehajú špeciálnej príprave. Na to musia pamätať pracovníci, ktorí takéto výrobky inštalujú.
Kompozitné rúry z PP, ktoré sú vystužené hliníkom, sa vyznačujú nízkou tepelnou rozťažnosťou. Preto vykurovací systém vyrobený z takýchto výrobkov nevyžaduje inštaláciu ďalších kompenzátorov teploty. Len v takýchto výrobkoch, vystužených hliníkom, je možná difúzia kyslíka.

Pri absencii výstužnej vrstvy je možné vynechať dodatočnú špeciálnu prípravu.
Pri kúpe nástroja si musíte vybrať taký, ktorý vám umožní vykonávať všetky požadované operácie. Pri montáži vodovodného potrubia a kúrenia vlastnými rukami spravidla nemusíte kupovať luxusné modely s veľkým počtom trysiek. Výkon spájkovačky ovplyvňuje iba rýchlosť jej ohrevu, ale nie samotný proces, takže nemá zmysel preplácať.
Poznámka! Lacné modely sú dodávané s 3 dýzami na zber plastových rúr s priemerom 20, 25 a 32 mm. Rúry práve tohto priemeru sa používajú na inštaláciu interných komunikačných rozvodov.
Zariadenia na zváranie polypropylénových rúr
Zváracia spájkovačka má celkom jednoduchý dizajn. Hlavná vec v ňom je podošva vybavená vykurovacími prvkami. Podrážka je vybavená otvormi rôznych priemerov. Na nich môžete upevniť dýzy, s ktorými sú spájkované rúry. Teplota ohrevu je „riadená“ termostatom umiestneným na tele.
S ním môžete nastaviť stupne. Ich hodnoty sú uvedené v pokynoch a tabuľka je zverejnená na internete. Je potrebné nastaviť teplotu v závislosti od druhu zváraných materiálov. Napríklad na spájkovanie polyetylénových rúrok sa zvolí režim 220 stupňov a polypropylénové rúry - 260 stupňov.
Okrem spájkovačky počas prevádzky možno budete potrebovať:
- Ruleta.
- Ceruzka.
- Píla na kov.
- Ostrý nôž.
- Nožnice na strihanie polypropylénu.
- Holiaci strojček.
- V konfigurácii zváracieho stroja je špeciálny stojan. Na ňom je umiestnená spájkovačka a zapojená do zásuvky. Najprv sa však do otvoru spájkovačky vloží objímka.
- Pripravia sa konce polypropylénu. Ak je vystužený sklolaminátom, nie je potrebné ho spracovávať. Hliníkom vystužený materiál bude potrebné rezať skosením a označením fixkou. To pomôže kontrolovať hĺbku ponorenia rúrky do objímky spájkovačky.
- Najprv si odmeriame a odrežeme požadovaný segment a pridáme k nemu 25 mm - pri spájkovaní sa vložia do tvarovky.
- Keď spájkovačka dosiahne požadovanú teplotu, budete počuť charakteristický zvuk. Potom sa do trysky na jednej strane vloží spojka a na druhej strane pripravené potrubie.
- Zaznamenáva sa čas uvedený v tabuľke. Spájkovanie zvyčajne trvá 4 až 10 sekúnd. Kým sú objímka a rúrka v spájkovačke, nemožno ich otáčať ani posúvať. Nemôžete sa ich dotknúť ani po odstránení častí z spájkovačky. Zvolená teplota vám umožní vykonať zatavený šev.

Ako vidíte, technológia zvárania polypropylénových rúr je pomerne jednoduchá. Je len potrebné dodržiavať určité pravidlá na vytváranie švíkov.
Tu sú tie hlavné:
- Nezabudnite odstrániť skosenie. V opačnom prípade môžete pri spájaní nadvihnúť plast a šev nebude vzduchotesný.
- Keď sú dve časti navzájom spojené, nie je možné ich posúvať.
- Tvarovka aj potrubie musia byť zasunuté do seba až na doraz.
- Nie je možné vyčistiť trysku, ktorá je na priloženej spájkovačke. Roztopený plast najlepšie odstránite hrubou handričkou vytiahnutím šnúry zo zásuvky.
Proces vytvárania systému pozostáva z nasledujúcich krokov:
- Plastové rúry by mali byť najskôr dôkladne skontrolované, či nemajú povrchové chyby, praskliny alebo slabé miesta. Toto sa musí vykonať pred inštaláciou. Je dôležité uistiť sa, že potrubia sú spoľahlivé, najmä ak je z nich zostavený skrytý vykurovací systém. Podľa označenia sa určujú hodnoty teploty ohrevu rúrok.
- Na pracovná plocha musíte označiť a určiť, na ktorých miestach budú pripojené vetvy potrubia. Teraz sú identifikované slabé miesta montovaného systému, najmä úseky priesečníka stien so stropmi, a sú tiež určené spôsobom vloženia do existujúcich komunikácií. Pre pohodlie práce sa často zvára niekoľko samostatných fragmentov a potom sa spájajú.
- Nástroje sú pripravené na prácu. Čepeľ rezačky rúrok je naostrená, takže pri rezaní sa získa rovný, kolmý koniec.
- Trysky spájkovacej techniky sú očistené od zvyškov roztaveného plastu a nečistôt. To je možné vykonať po predhriatí zariadenia bavlnenou handrou alebo drevenými štiepkami. Po preštudovaní pokynov výrobcu zariadenia môžete určiť, ako správne zvárať, akú teplotu je optimálna nastaviť a ako dlho ohrievať rúry a iné konštrukčné prvky.
- Trysky inštalované na spájkovačke sa zahrievajú na požadovanú teplotu, kým plast nezačne mäknúť a topiť sa. V čom vnútorná strana tvarovka a vonkajší povrch potrubia sú zlepené, vďaka čomu dochádza k zváraniu. Pre správne zváranie je potrebné zvoliť teplotu ohrevu na základe prierezu tvarovky a potrubia.
Ak máte k dispozícii dostatočne kvalitné náradie, tak je vybavené stabilným stojanom, teplotu ohrevu je možné regulovať. Táto spájkovačka sa ľahko používa a je prakticky bezpečná.
Kedy rozprávame sa o rúrach veľkého priemeru, ktoré sa používajú vo vykurovacích systémoch, technologických alebo priemyselných linkách veľkej dĺžky, sa na zváranie rúr používa špeciálne automatizované zariadenie. Riadi teplotu a rovnomerne zahrieva pripojené segmenty na požadované hodnoty.
Týmto spôsobom sa vykonáva zváranie na tupo a spoje na tupo sú pevné a tesné.
- Polypropylénové rúry;
- Špeciálne nožnice na plasty;
- Špeciálny stroj na zváranie plastov- spájkovačka polypropylénové rúry;
- Kvapalina na odmasťovanie povrchov. Na to nepoužívajte acetón alebo výrobky obsahujúce acetón, pretože táto zložka môže zmäkčiť časti;
- Armatúry (so spojkovým spôsobom pripojenia);
- Značka na označovanie plastov;
- Úroveň budovy.
Posilnenie
Pred spájkovaním opísaných rúrok musíte zistiť, aký typ polypropylénu používajú:
- Vystužené sklolaminátom.
- Vystužené hliníkom.
Spájkovanie vlastnými rukami je jednoduchšie ako prvá možnosť a zváranie sa v tomto prípade nelíši od zvárania bežného plastu. Potrubia vystužené hliníkom sa musia najskôr vyčistiť. Na to potrebujete špeciálny nástroj vo forme ostrého noža - holiaceho strojčeka. Ak sa používajú čierne rúrky, kde je výstužná vrstva umiestnená medzi dvoma vrstvami plastu, na odizolovanie si musíte vziať zastrihávač - úzky nôž, ktorý vám umožní odizolovať zo strany konca.
Výber potrubí na vykurovanie

Pri výbere vykurovacích dýz je potrebné vziať do úvahy priemer potrubia, ktoré sa má pripojiť, a ďalšie dôležité body:
- pevnosť;
- ako dobre je tvar udržiavaný po zmene teploty;
- tepelná vodivosť.
Takmer všetky zváracie stroje sú vhodné pre rôzne dýzy. To je veľmi výhodné, keď potrebujete namontovať zložitú diaľnicu.
Každá nosná položka má dva konce. Na jednej je vyhrievaná vonkajšia strana dielu, na druhom jeho vnútorná časť. Všetky trysky majú teflónový povlak, ktorý chráni povrch pred prilepením roztaveného materiálu. Rozmery dielov sú v rozmedzí 2-6 cm, čo zodpovedá bežným priemerom valcových výrobkov.
Výber materiálu na inštaláciu vykurovania v skutočnosti nie je taký ťažký. Moderný trh ponúka štyri možnosti a každá má svoje vlastné označenie:
- Polypropylén pod značkou PN 10 je určený na montáž systému "teplá podlaha" a prívod studenej vody.
- Značku PN 16 je možné použiť pre rozvody studenej vody a vykurovacie inštalácie, v ktorých chladiaca kvapalina cirkuluje pri nízkom prevádzkovom tlaku.
- Značka PN 20 je univerzálna možnosť, ktorá vydrží pracovný tlak 2 MPa a teplotu chladiacej kvapaliny 80 stupňov.
- Značka PN 25 - vystužená polypropylénová rúrka vhodná na inštaláciu vykurovacích a teplovodných systémov s teplotou chladiacej kvapaliny do 95 stupňov.
Dôležité pravidlá pre spájkovanie polypropylénu
Pri práci s polypropylénovými rúrami je potrebné zvážiť veľa bodov. Ich nedodržanie vedie k zníženiu kvality spojenia armatúr a rúrok, netesnosti a zablokovaniu systému.
- Odchýlka od pravidiel pre inštaláciu produktov. Ak potrubie nie je úplne zasunuté do armatúry a medzi ich stenami sa vytvorí medzera, potom môže byť obvyklé zaťaženie pre takéto spojenie príliš vysoké, čo nevyhnutne povedie k netesnostiam.
- Silný tlak pri spájaní prvkov. Pri zavádzaní roztaveného konca potrubia do tvarovky by mal byť tlak minimálny. Aplikovaná nadmerná sila vedie k tvorbe plastového toku vo vnútri potrubia, jeho upchatiu alebo zníženiu priechodnosti.
- Nesprávne zvolený materiál. Konštrukcia plastových rúr nízkej kvality, dokonca aj so zručnou inštaláciou, bude krátkodobá. Nakupujte polypropylénové výrobky len od dôveryhodných dodávateľov a dobrej značky.
- Spojovacie potrubia od rôznych výrobcov. Bez ohľadu na kvalitu plastových rúrok nie je možné spájať prvky vyrobené rôznymi výrobcami.
- Odstránenie rozstrekov počas procesu zvárania. Neodporúča sa to robiť - akýkoľvek pohyb pred vytvrdnutím plastu povedie k ešte väčšej deformácii.
- Pomalé pracovné tempo. Po zahriatí sa polypropylén ochladí v priebehu niekoľkých sekúnd, takže je veľmi dôležité nenechať sa rozptyľovať a spájať diely presnými pohybmi v určenom čase.
- Špinavý zvárací stroj. Pred začatím práce je potrebné skontrolovať teflónový povrch zariadenia a v prípade potreby očistiť od priľnutých zvyškov plastov alebo nečistôt.
- Zvyšok kvapaliny v potrubí. Voda sa nesmie dostať do potrubia, pri zahriatí sa kvapky premenia na paru a spojenie stratí pevnosť.
Pri práci s polypropylénovými rúrami nezabudnite, že vyhrievaný materiál má veľmi vysokú teplotu. Urobte preventívne opatrenia: noste plášť a hrubé rukavice, aby ste si chránili pokožku v prípade kontaktu s horúcim plastom.
Ani jedna oprava a výstavba sa nezaobíde bez inštalácie plastových potrubí. Vykonajte všetky práce podľa pokynov a polypropylénové rúry budú slúžiť dlhú dobu a spoľahlivo.
Na konci fázy upevnenia všetky vrstvy zváraného spoja stratia svoju plasticitu, teraz je možné hotovú časť položiť na stôl. Diel však získa svoju plnú pevnosť až po vychladnutí všetkých vrstiev zvarového spoja na teplotu 40ºС. Odhadovaný čas chladenia pre spoje rôznych priemerov je tiež uvedený v tabuľke 1.
Čas zvárania polypropylénových rúr môže byť teda určený ako súčet času ohrevu, preskupenia, fixácie a úplného ochladenia.
Tabuľka 1 Technologické intervaly pre hrdlové zváranie polypropylénových rúr a tvaroviek (podľa DVS 2207-1)

Samozrejme, aby ste dosiahli správne fungujúci a odolný systém, musíte prísne dodržiavať pravidlá a technológiu pre prácu s PP rúrami. A postupnosť akcií bude priamo závisieť od účelu projektu.
Existujú nasledujúce typy pripojenia:
- Spojka - v tomto prípade sú polypropylénové rúry v koncových častiach zvarené spojkou. V tomto prípade sa vnútorná časť spojky a vonkajší povrch PP rúrky zahrievajú a kombinujú - proces sa nazýva "zváranie hrdla". V závislosti od teploty ohrevu je zváranie polypropylénových rúr týmto spôsobom spoľahlivé a tesné. Táto metóda sa používa najčastejšie.
- Priame dokovanie. Súčasne sú spojené konce susedných vetiev polypropylénových rúrok. Táto metóda sa spravidla používa na inštaláciu potrubí z rúr s veľkým priemerom (od 40 mm alebo viac).
- Zváranie PP rúr pomocou profesionálnej techniky. Táto metóda sa praktizuje, ak je potrebné kombinovať veľké potrubia. Zvárací šev je v tomto prípade veľmi pevný a spoľahlivý. Za predpokladu, že teplota ohrevu a stupeň lisovania sú správne zvolené, možno tvrdiť, že potrubia budú spojené absolútne tesne.
- Inštalácia potrubia pomocou armatúr svorkový alebo samosvorný typ. Takéto upevnenie je relevantné pre kmeňové vedenia, v ktorých je úroveň tlaku dosť nízka.
- Metóda zvárania za studena. Na tento účel použite lepiace zmesi alebo kompozície s vysokým stupňom priľnavosti, ktoré rýchlo vytvrdnú. Tieto materiály sú schopné zabezpečiť spoľahlivé upevnenie a tesnosť švu. Okrem toho je takáto technológia zvárania polypropylénových rúr na vykurovanie veľmi dôležitá, ak nie je možné použiť elektrické zariadenie.
Treba poznamenať, že trvanlivosť a spoľahlivosť zvarových švov závisí aj od triedy použitého zariadenia. Okrem toho pred začatím práce musia byť plastové rúry očistené od vody, nečistôt a iných mastné škvrny, skontrolujte hladkosť a rovnomernosť koncových rezov. Je tiež dôležité, aby sa pri zváraní PP rúrok dosiahol bod topenia plastu, inak nebudú švy tesné a odolné.
Technológia zvárania polypropylénových rúr sa nazýva spojka alebo hrdlo. Rúry sú spojené nie na tupo, ale pomocou tvaroviek - prídavných vodičov, ktoré spájkujú okraje rúr pri teplote 260 stupňov.
Pri inštalácii plastového potrubia je potrebné odrezať polypropylénové rúry v strede alebo od koncov, aby sa zmestili do veľkosti a navzájom sa spojili. Existuje niekoľko spôsobov rezu - každý vyžaduje samostatný nástroj:
- Akumulátorová rezačka rúr - sú nožnice vybavené elektrickým pohonom. Vysoká rýchlosť rezania je ich hlavnou výhodou. Na každú fajku strávite asi 5 sekúnd. Mínus - obmedzenia v priemere rezaného obrobku.
- Valčeková rezačka rúr - princíp činnosti nástroja sa podobá fungovaniu švového kľúča na konzerváciu. Rez nástrojom je hladký, bez vytrhnutých hrán. Urobia niekoľko otáčok okolo potrubia, potom otočia valček z tvrdej zliatiny a ešte niekoľkokrát ho otočia. Mínus - nemožnosť aplikácie, ak je potrubie priľahlé k stene a nedá sa odstrániť.
- Profesionálne nožnice na strihanie plastových rúr - pozostávajú z horného ostrého noža a spodného držiaka. Používanie prístroja je jednoduché - vyznačte požadovanú dĺžku na potrubí, vložte ho medzi čepele a odrežte. Okraj bude hladký, bez omrviniek a zvyškov.
- Elektrická priamočiara píla je pohodlný spôsob, ale môže poskytnúť mierny skosenie, takže rúrka sa odreže jej niekoľkonásobným otočením.
- Brúska akéhokoľvek výkonu - rezajte plast bez vyvíjania silného tlaku, použite kovový kotúč.
Po orezaní sa koniec polypropylénovej rúry ošetrí brúsnym papierom, aby sa odstránili všetky možné otrepy a háčiky.
- Zvárací stroj musí byť inštalovaný na špeciálnom stojane - svorke.
- Uistite sa, že kontaktné plochy zariadenia sú bez nečistôt. Ak sa na nich nalepili ďalšie čiastočky alebo prach, očistite teflónovú vrstvu hrubou handričkou namočenou v alkohole.
- Nastavte snímač teploty na 260 stupňov.
- Pripojte zvárací stroj k elektrickej sieti a stlačte tlačidlo napájania.
- K ohrevu dôjde nie viac ako 15 minút, v závislosti od teploty okolia.
Po rezaní a označení sú rúry pripravené na zváranie. Môžete prejsť na ďalší krok - zahrievanie častí.
| Priemer potrubia, mm | Doba ohrevu, s | Doba zvárania, s | Čakacia doba, min. |
| 16 | 5 | 4 | 3 |
| 20 | 5 | 4 | 3 |
| 25 | 7 | 4 | 3 |
| 32 | 8 | 4 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 5 |
| 63 | 24 | 6 | 6 |
| 75 | 30 | 8 | 8 |
| 90 | 40 | 8 | 8 |
| 110 | 50 | 10 | 10 |
| 160 | 80 | 15 | 15 |
Ako sa zvárané polypropylénové rúry - technologické metódy
Ryža. 4 Ohrev potrubia
Zastarané, ťažké a veľmi ťažko inštalovateľné kovové rúry sa používajú na rôzne účely čoraz menej. Postupne ich nahrádzajú moderné, kvalitné výrobky zo syntetických materiálov. V tomto článku budeme hovoriť o tom, ako sa polypropylénové rúry zvárajú, a poskytneme ich hlavné výhody oproti iným analógom.
Na inštaláciu sa používajú hlavne polypropylénové rúry vykurovací systém a inštalatérske komunikácie. Technológia ich zvárania za prítomnosti špeciálnych nástrojov nie je náročná a zvládne ju aj začiatočník v stavebníctve. Všimnite si, že je prijateľné používať plastové rúry v teplotnom rozsahu medzi -10 ℃ a 90 ℃.
Diely dáme na kúrenie
Keď zváračka dosiahne prevádzkový režim, svetlo sa rozsvieti. Potrubie sa vloží do spojky a tvarovka sa vloží do tŕňa. Ak je dosť ťažké vykonať takúto prácu súčasne, najskôr sa namontuje ťažký spojovací prvok.
Zváracie diely majú nevyhnutne malý prídavok, ktorý sa pri ich inštalácii začína vytláčať. Takto sa získa valček v tvare prstenca (drapák). Ak chcete presunúť takýto prsteň, musíte vynaložiť určité úsilie, ale malo by sa to robiť hladko a pomaly, aby otrepy získali správny tvar. Armatúra, ktorá voľne prilieha na tŕň a netvorí prstencovú lištu, sa považuje za chybnú.
Pri montáži dielu je nevyhnutné sledovať hĺbku inštalácie. Hneď ako sa prvok opiera o hornú časť tŕňa, musíte zastaviť tlak, inak môžete poškodiť koniec potrubia a pretlačiť obmedzovač tvarovky. Na kontrolu hĺbky ponorenia dielu do spojky sa v určitej vzdialenosti od konca vytvorí zodpovedajúca značka. Tento postup však nie je potrebný, pretože tvarovka sa vo všeobecnosti vkladá do tŕňa, kým sa nedotkne zarážky.
Po nainštalovaní dielov do spojky zariadenia a jeho tŕňa musíte počkať niekoľko sekúnd, kým sa povrchy dobre neroztopia. Je dôležité správne určiť trvanie vykurovania. Tento čas by mal stačiť na získanie viskózneho a tekutého stavu polypropylénu.
Ak je doba ohrevu príliš dlhá, diely veľmi zmäknú. Výrobcovia plastových rúrok vyvinuli špeciálne tabuľky, ktoré uvádzajú čas ohrevu pre konkrétnu triedu polypropylénu. V tomto prípade sa berie do úvahy aj hrúbka steny a prierez potrubia.
Keď sú armatúry kombinované s valcovými výrobkami, uhol natočenia častí by nemal presiahnuť 5 stupňov. Ak je spoj urobený správne, otrep bude mať rovnakú hrúbku na všetkých stranách.
Technika ručného zvárania plastových rúr
Priemyselný sušič vlasov na zváranie polypropylénových rúrok sa používa v niekoľkých prípadoch:
- na spojenie dvoch častí potrubia;
- na výrobu tvarových dielov;
- na montáž kolena z jednotlivých prvkov.
Pri spájkovaní plastov je stavebný sušič vlasov vybavený reflektorom - tryskou so špeciálnym povlakom, na ktorý sa nelepí roztavený materiál.
Po nainštalovaní sušiča vlasov na povrch stola ho nastavte na minimálny prietok vzduchu. Tryska sa zahreje na určitú teplotu a konce oboch plastových polotovarov sa k nej pritlačia. Ihneď po zmäkčení polypropylénu sú potrubia navzájom spojené.
V tejto polohe sú kombinované časti držané až 30 sekúnd. Tento čas stačí na to, aby sa zlepili a stvrdli.
V dôsledku zvárania budovanie sušiča vlasov spojenie je silné a spoľahlivé.

Medzi hlavné výhody polypropylénových rúr patria:
- trvanlivosť;
- široký teplotný rozsah použitia;
- malé množstvo výrobkov;
- pohodlie a rýchlosť inštalácie;
- nedostatok korózie vnútorného povrchu;
- ich cena je porovnateľná s kovovými náprotivkami.
Medzinárodné značenie s písmenové označenie polypropylén PN a číselné hodnoty udávajú úroveň tlaku prijateľnú počas prevádzky tohto produktu. Okrem toho pomocou označenia môžete presne zistiť, ako zvárať rúry vyrobené z polypropylénu a na aké účely ich možno použiť.
Najmä pokiaľ ide o vykurovacie systémy, výrobky a zvary musia byť dostatočne pevné, aby odolali podmienkam trvalého zahrievania a vysokého tlaku.
Stojí za zmienku, že plastové rúry budú slúžiť dlhú dobu a bez porúch, ak sú vybavené správnymi prevádzkovými podmienkami. Mali by byť umiestnené mimo zdrojov priameho tepelného žiarenia - vykurovacie kotly, slnečné svetlo, priemyselné spotrebiče. Spoľahlivosť spojov bude navyše zaručená pri správnom dodržiavaní teploty na zváranie polypropylénových rúr, ako aj pri minimálnom počte prvkov upevnených na tupo.
Pred začatím akejkoľvek práce by ste mali začať navrhovať budúci systém. V tejto fáze vypracujú rozloženie konštrukčných prvkov, určia postupnosť montáže systému a tiež rozhodnú o tom, ako budú tvarovky a polypropylénové rúry zvarené a zapojené do protikusu potrubia.
Potom je potrebné rozhodnúť, ako budú samotné rúry zvarené - to závisí od geometrie a konfigurácie budúceho potrubia. Okrem toho vypočítajú počet potrebných otočných armatúr, spojok, odpalísk a ďalších pomocných prvkov, ktoré bude potrebné zakúpiť pred pokračovaním priamo do práce.
V procese práce nie je vylúčená možnosť niektorých zmien v schéme zapojenia, nebude to však ťažké, pretože montáž PP rúr je veľmi jednoduchá a pohodlná.
Ak robíte všetku prácu ručne, tak najmä komplexné nástroje alebo sa nevyžadujú odborné zručnosti. Hlavnou vecou je dodržiavať schému inštalácie a postupnosť a potom bude kúrenie, inštalatérske alebo iné komunikácie úplne utesnené a vysoko kvalitné.
Zoznam nástrojov pre prácu vyzerá takto:
- Rezačka alebo nožnice na strihanie plastov. Optimálne sa hodia nožnice gilotínového typu, vybavené ozubeným prevodom sily a silným ostrím.
- Zariadenie na odizolovanie vystužených polypropylénových rúr - môže to byť jednoduchý nôž s krátkou, silnou čepeľou.
- Alkohol (etyl alebo izobutyl) - pred zváraním bude potrebné odmastiť povrch potrubia. Acetón, obľúbený odmasťovač pri práci s farbami a lakmi, nie je možné použiť na PP rúry, pretože spôsobí, že povrch bude porézny a krehký.
- Nástroj na zváranie, t.j. špeciálna spájkovačka na PP rúry. Vyzerá to ako povrch schopný zahriať sa až na 260 ℃ (tŕň), na ktorom sú pripevnené hniezda pre armatúry a rúry. Existujú spájkovačky rúrkové a vyrobené vo forme podlhovastého kladiva. Na najviac neprístupných miestach je pohodlnejšie pracovať s rúrkovým nástrojom.
- Zvinovací meter na meranie dĺžky sekcií, aby ste mohli čo najpresnejšie rezať materiály bez následného nasadzovania a orezávania;
- Šablóna z krátkeho kusu rúrky s veľkým priemerom a najlepšie s dnom. Na dĺžku musí presne zodpovedať hĺbke ponorenia potrubia do tvarovky. Nepotrebujete šablónu na tupý spoj.
Ak boli všetky práce na zváraní polypropylénových rúr a iných konštrukčných prvkov vykonané presne a správne, malo by sa po úplnom stuhnutí švu dosiahnuť rovnomerný okraj, ktorého výška je po celom obvode rovnaká.
Treba poznamenať, že ak dôjde k porušeniu teploty ohrevu a prítoku prebytočného roztaveného plastu do vnútornej časti prvkov potrubia, vnútorný priemer potrubia sa zníži. To povedie k zvýšeniu tlaku vo vnútri systému a zhoršeniu prechodu vody alebo chladiacej kvapaliny cez potrubia. Kvalita tupých spojov následne závisí aj od svedomitosti prístupu k práci.
Chladenie pripojenia
Tento nástroj sa nazýva holiaci strojček a je široko používaný pri práci s vystuženými rúrami. Pre ľahkú inštaláciu je objímka armatúry navrhnutá tak, aby umožňovala spojenie iba s odbočnou rúrkou spracovanou holiacim strojčekom. Hĺbka čistenia potrubia sa určuje s prihliadnutím na hĺbku hrdla 2 mm.
Ak potrebujete opraviť vykonanú prácu, technológia vám to umožní urobiť v priebehu niekoľkých sekúnd. Diely by nemali byť vystavené žiadnemu tlaku, kým materiál úplne nevytvrdne, čo trvá približne 2-4 minúty.
Približné parametre trvania zváracích operácií nájdete v špeciálnej tabuľke. Presnejšie hodnoty poskytujú výrobcovia armatúr a PP produktov.
Pre správnu montáž systému je potrebné precízne zachovať technológiu inštalácie PP rúr. Účel projektu určuje postupnosť montáže systému a spôsob správneho zvárania (zvárania) polypropylénovej rúry.
Typy dokovania:
- spojka - v tomto prípade je koncová časť PP rúrky spojená s pokračujúcou odbočkou pomocou tvarovky vo forme spojky. V tomto prípade sa najčastejšie používa takáto technológia zvárania polypropylénových rúr, keď sa vonkajšie plochy polypropylénových rúr a vnútorné plochy tupého spoja ohrievajú, takzvané „zásuvkové“ zváranie. Výsledkom je pevné, spoľahlivé a hermetické spojenie, ktoré podlieha všetkým fázam zvárania a teplote ohrevu. Metóda hrdlového zvárania polypropylénových rúr je najbežnejšia;
- tupý kĺb. Plochy, ktoré sa majú zvárať, sú koncové časti vodiacej vetvy a náprotivok polypropylénového potrubia. Zváranie na tupo sa najčastejšie používa pri ukladaní rúr s veľkým priemerom (od 40 mm a viac).
- technológia zvárania polypropylénových rúr s veľkým priemerom zahŕňa použitie špeciálneho profesionálneho vybavenia. Spojenie má vysokú pevnosť. Ak sú teplota a lisovacia sila správne zvolené, potom je spojenie tesné;
- spojenie pomocou svorkového alebo samosvorného kovania. Je racionálne použiť pre hlavné potrubia s nízky level tlak;
- zváranie polypropylénovej rúry za studena.

Použitie lepidiel a rýchlo vytvrdzujúcich komponentov s vysokou priľnavosťou na vytvorenie pevných a vzduchotesných švov.
Rúry s malým priemerom sa najjednoduchšie spájajú s armatúrami
Zváranie za studena umožňuje vyriešiť problém, ako zvárať polypropylénové potrubie na vykurovanie na miestach, kde nie je možné používať elektrické zariadenia.
Vývoj kompletnej sady systému umožňuje navrhnúť schému potrubia akejkoľvek zložitosti a konfigurácie. Zváranie tohto typu rúr sa vykonáva "po stáročia", v budúcnosti nebude možné vykonať zváraný spoj.
Zváranie polypropylénových rúr na tupo
Pri spájkovaní výrobkov z PP end-to-end sa konce dielov zahrievajú horúcim nástrojom, kým sa neroztavia. Potom sú prvky stlačené silou, kým sa šev neochladí. Táto technológia sa vyznačuje jednoduchosťou.
Pri všetkej svojej jednoduchosti sa zdá, že zváranie na tupo je také dostupné. V praxi si to vyžaduje riešenie viacerých problémov, čo je doma takmer nemožné.

Rúry musia byť presne zarovnané pozdĺž svojej osi, pričom je povolená odchýlka od hrúbky steny iba 10 %. Tlak na časti, ktoré tlačia valcové výrobky k rovine vyhrievacieho zrkadla, keď sú vystavené vysokej teplote, by mal pôsobiť iba určitý čas. Len tak získate kvalitné pripojenie. Pri orezávaní je potrebné, aby čelná plocha mala dokonalú kolmosť.
Vyššie uvedené podmienky je dosť ťažké dodržať bez prídavného zariadenia - špeciálneho centralizátora. Je vybavený elektrickým pohonom, ktorý vytvára určitú kompresnú silu. Okrem toho je toto zariadenie vybavené trimrom.
Inými slovami, na zváranie polypropylénových rúr s malým priemerom na tupo budete potrebovať špeciálne vybavenie v porovnaní s predchádzajúcim spôsobom pripojenia. Vzhľadom na skutočnosť, že pri zváraní hrdla sa dosiahne lepší spoj vďaka uzamykaciemu spojeniu, domáci majstri uprednostňujú tento konkrétny spôsob spájania rúr.
Zváranie na tupo výrobkov z PP sa používa najmä vo výrobe, keď je potrebné spájať veľkoprofilové konštrukcie pri montáži priameho úseku inžinierskej konštrukcie z valcových výrobkov.
Výmena alebo inštalácia vodovod od začiatku je zodpovedný proces, takže materiál musí byť vybraný veľmi starostlivo. Musí byť trvanlivý, odolný voči korózii, ľahko použiteľný. Najlepšie zo všetkého je, že dnes sú na tento účel vhodné polypropylénové rúry. Medzi výhody materiálu patrí životnosť viac ako 50 rokov, jednoduchá inštalácia, relatívna lacnosť materiálu a mnoho ďalších výhod. Montáž nových rozvodov kúrenia alebo vodovodu sa realizuje technológiou spájkovania, ďalej je to zváranie PVC rúr. Zváranie polypropylénových rúr vlastnými rukami je najjednoduchší proces, ktorý po malej príprave zvládne každý majiteľ. Nižšie zvážime, aká je technológia zvárania polypropylénových rúr, jej nuansy.
Hlavný materiál - plastové rúry, má svoje vlastné charakteristiky a je klasifikovaný podľa viacerých kritérií. Prvá vec, ktorá vás upúta, je farba. Môžu byť natreté zelenou, sivou, bielou alebo čiernou farbou. Označenie v čiernej farbe znamená, že kompozícia obsahuje špeciálne prísady, ktoré zabraňujú zničeniu materiálu pri vystavení ultrafialovému žiareniu a môžu sa položiť priamo na zem. Zostávajúce farby nemajú rozdiely spojené s farbením a používajú sa v interiéri alebo pod vrstvou pôdy.
Klasifikácia rúr podľa účelu:
- pre prívod studenej vody (označené modrým pruhom, obmedzujúca teplota vody 45C).
- pre prívod teplej vody (označené červeným pruhom, teplotný limit 85C).
- univerzálne (označené modrými a červenými pruhmi, teplota môže dosiahnuť 65 - 75 C, v závislosti od výrobcu).

Modely pre teplú, studenú vodu a univerzálny typ majú označenie, ktoré označuje ďalšie ukazovatele výkonnosti materiálu:
- PN10 - označenie výrobkov pre studenú vodu používanú pri tlaku v systéme do 1 MPa (nie pre bytové potrubia);
- PN16 - označenie použiteľné v univerzálnych potrubiach a studenej vode. Takýto materiál odolá teplotám do 65 °C a tlaku 1,6 MPa;
- PN20 - materiál so zosilnenou stenou, ktorý odolá tlaku do 2 MPa a teplote 85C (zváranie vykurovacích rúr);
- PN25 - rúry vystužené výstužnou vrstvou sklolaminátu alebo fólie. Odoláva tlaku do 2,5 MPa a teplote vody 95C.
Potrebné vybavenie a nástroje
Na zváranie polypropylénových rúrok budete potrebovať určitú sadu zariadení, a to:
- Samotný zvárací stroj;
- Sada vykurovacích trysiek rôznych priemerov;
- Rezacie zariadenie;
- Holiaci strojček - zariadenie, ktoré odstraňuje výstužnú vrstvu (vyžaduje sa pri práci s označením PN25);
- Skosenie - zariadenie potrebné na zarovnanie koncov rezu (vyžaduje sa, ak plastové výrobky rezať pílou na železo alebo vhodným nástrojom, ktorý neposkytuje dokonale plochý koniec rezu).

Potrebné nástroje na zváranie PP
Technológia hrdlového zvárania - pokyny krok za krokom
Zváranie hrdla zahŕňa spojenie potrubia a tvarovky vložením dielov do seba. Takéto domáce zváranie polypropylénových rúr sa považuje za najjednoduchšie, existuje aj systém zvárania na tupo, ale tam použitá technológia môže skomplikovať prácu, najmä doma. Preto nižšie opíšeme ako krok za krokom proces zváranie polypropylénových rúr.
Rezanie rúr
Materiál odrežte nástrojom na to určeným. Ak nie je žiadny, potom je možné rez vykonať pílou alebo iným dostupným nástrojom, hlavnou vecou je nepoškodiť geometriu a udržať rovinu rezu rovnomernú. Na ten druhý je určený úkosovač, čistí aj koniec, v ktorom je výstužná vrstva bližšie k vnútornému priemeru. V opačnom prípade môže tento prvok vytvoriť voľné spojovacie otvory a spôsobiť netesnosť.
Polypropylénová rúrka je narezaná na mieru špeciálnym rohatkovým nožom
Príprava rúr a tvaroviek
Pred zváraním sú rúry zvonku odmastené alkoholom a tvarovky zvnútra. Pre vystužené výrobky sa používa špeciálne zariadenie, ktoré odstraňuje vytvrdzovaciu vrstvu - holiaci strojček.
Upozorňujeme, že niektorí výrobcovia odporúčajú používať holiaci strojček na bežné strojčeky kvôli možnej elipse materiálu v reze.

Holiaci strojček na odizolovanie vrchnej vrstvy zosilneného hliníka
Príprava zváracieho stroja
Napriek tomu, že väčšina zariadení má svoje vlastné nosné prvky, zariadenie by malo byť pevne pripevnené vo zveráku alebo svorkách k stolu. Nástroj je veľmi ľahký, takže ak je uvoľnený, môže ľahko spadnúť a zlomiť sa alebo spôsobiť požiar.
Spojku a tŕň vložíme do pevného aparátu na zváranie.
Trysky na zváranie
Prepínač nastavíme na požadovanú hodnotu teploty. Pre polypropylén je to 270 stupňov, ale sú chvíle, kedy je potrebná nižšia alebo vyššia teplota. Tieto hodnoty preberáme zo sprievodnej dokumentácie k nášmu materiálu a pomocou návodu na spájkovačku vyberieme optimálnu teplotu.
Inštalácia dielov na vykurovanie
Technológia zvárania polypropylénových rúr znamená, že keď zariadenie dosiahne prevádzkovú teplotu (rozsvieti sa zelený indikátor alebo zaznie zvukový signál), môžete pristúpiť k inštalácii dielov, ktoré sa majú zvárať, na zváračku rúr.
Rez sa pomaly zasunie do návleku až na doraz a vytvorí sa otrep - prebytočný materiál, ktorý sa po nasadení stočí do valčeka. Pri nasadzovaní je veľmi dôležité dbať na to, aby mal otrep správny tvar, bez zlomov a iných defektov. Ak je diel vložený bez viditeľného úsilia alebo chýba grant, možno ho považovať za chybný a treba ho vymeniť. To isté platí pre tvarovku, ktorá sa tiež musí nasadiť na tŕň viditeľnou silou, až kým sa nezastaví.
Dôležité! Inštalácia na vykurovanie a demontáž by sa mala vykonať zatlačením na časť presne kolmú na vykurovacie teleso. Tlak pod uhlom alebo odstránenie častí s ich odstránením pod určitým uhlom je zakázané.
Zváranie
Keď sú zvárané prvky inštalované na svojich miestach, je potrebné im dať určitý čas, aby sa materiál stal viskóznym a zároveň polypropylénová zváracia tyč nestratila svoje nosné vlastnosti. Nižšie sú uvedené približné parametre vhodné na zváranie polypropylénových rúr rôznych priemerov. Stojí za zváženie, že hodnoty sú spriemerované a presnejšie, ako uvádza výrobca v sprievodnej dokumentácii.

Teplota zvárania polypropylénových rúr, doba chladenia v závislosti od hrúbky
Pre orientáciu v pojmoch uvedených v tabuľke je potrebné dodržiavať nasledujúce definície:
- Čas ohrevu sa počíta od momentu, keď sa dielec dotkne dorazu vykurovacieho telesa.
- Čas pripojenia - parameter, ktorý ukazuje, ako dlho by sa mali rúry na zváranie polypropylénu uchovávať po ich zozbieraní.
- Doba chladenia - časový interval, ktorý sa musí dodržať pre úplné stuhnutie a získanie monolitickej väzby.
Montáž dielov
Po vybratí dielov z vykurovacej dýzy by sa mali zmontovať. Na pripojenie PVC rúr sa armatúra nastaví do požadovaného uhla a rúry sa spoja jedným pohybom.

V tomto prípade je zakázané otáčať diely. Časti držíme v pokoji, ale bez použitia sily, ako pri nasadzovaní.
Čas, ktorý uplynie medzi vybratím zo zváracieho stroja pred samotnou montážou, by mal byť minimálny. V opačnom prípade diely vychladnú a nebudú sa zvárať alebo bude spojenie nekvalitné.
Poznámka! Na zváranie polypropylénových rúr s veľkým priemerom 40 - 50 mm, manuálnymi spôsobmi nesedia a vyžadujú použitie špeciálneho centrovacieho nástroja.
Chladenie pripojenia
Dôležitý bod, kedy by ste sa dielu nemali dotýkať, vrátane pokusov o jeho vyskúšanie atď. Po ochladení je zváraný okruh vyrobený z polypropylénových rúr s vlastnými rukami pripravený na použitie.
Chyby pri zváraní
Zváranie plastových rúr vlastnými rukami, najmä pre začiatočníkov, povedie k množstvu chýb. Vybrali sme tie najbežnejšie, aby ste pochopili, ako správne zvárať diely, na čo by ste si mali dať pozor.
- Hrubá príprava je najjednoduchším a najbežnejším prehliadnutím. Nesprávna tvorba okrajov, nečistoty, voda a mastnota v mieste zvárania polypropylénových rúr a podobné zanedbanie prípravy vedie k tomu, že spoj stráca svoju pevnosť.
- Chyby polohovania sú chyby, ktoré sa vyskytujú pri montáži. Ide o pokusy o otočenie dielu po zbere, pokusy o odstránenie priehybu počas zberu. To všetko znamená ochladzovanie dielov s následným znížením kvality zvaru.
- Nesprávny materiál. Tu sa obraciame na vlastnosti zvárania PP rúr. Polypropylén z rôznych výrobcov môže mať inú teplotu topenia, čo znamená, že jedna z častí môže byť podhriata alebo prehriata. Tento problém sa vyskytuje aj pri pokuse o zváranie dvoch rúrok rôznych priemerov.
- Zlá montáž - to by malo zahŕňať nadmerný tlak počas zberu, nedostatočný tlak, predĺženie intervalu medzi vybratím produktu zo stroja na zváranie a zberom.
Všetky opísané problémy sú celkom bežné a z väčšej časti sa objavujú v dôsledku obvyklej nedbanlivosti zvárača. Vyššie uvedené pokyny na zváranie polypropylénových rúr, skúšobný pokus o zváranie štandardných spojov a spracovanie polypropylénových rúr na ťažko dostupných miestach pomôžu vyhnúť sa problémom.
Na zváranie polypropylénových rúr tých priemerov, ktoré sa zvyčajne používajú v zásobovacích systémoch pitná voda, zásobovanie teplou vodou a ohrev, postačuje štandardná sada náradia na polypropylénové rúry: zváračka, nahrievacie trysky, držiak rúry, stojan, šablóna na otvory, nožnice, zvinovací meter, skrutky na upevnenie trysky, imbusový kľúč, vodováha a kľúče.
Pri zváraní drobných výrobkov sa používa kompaktný prenosný stroj s výkonom do 1500 W ako Candan CM - 01 alebo Candan CM - 03 napájaný sieťovým napätím 220 V. Najdôležitejšou súčasťou zváračky je tzv. trysky pre spájkovačku, ktoré ohrievajú vnútorný a vonkajší povrch častí, ktoré sa majú spojiť. Tryska sa skladá z dvoch častí. Potrubie je spojené s časťou s otvorom. Ďalšia časť trysky je vložená do tvarovky. Trysky sa nainštalujú a priskrutkujú pred začatím procesu ohrevu. Povrchy trysiek sú potiahnuté teflónom, ktorý pomáha udržiavať trysky čisté, zabraňuje prilepeniu roztaveného plastu na zváračku a podporuje správne zváranie dvoch homogénnych materiálov. Preto musí byť teflónový povlak vždy čistý a bez akéhokoľvek poškodenia. Aby sa predĺžila životnosť hrotov, mali by byť chránené pred kovovými nástrojmi, nárazmi, nečistotami a olejom. Pri práci mimo dielne by mal byť zvárací stroj na polypropylénové rúry inštalovaný na špeciálnom stojane. Rúry do priemeru 63 mm sa strihajú nožnicami (rezačka rúr). Pre rúry s väčším priemerom sa používajú špeciálne nožnice alebo pílka na kov.
Postupnosť operácií pri zváraní polypropylénových rúrok:
– Rúru odrežte na požadovanú dĺžku, rúrky je potrebné strihať kolmo na stred rúrky. Hĺbka zvárania by mala byť meraná od konca rúry a zaznamenaná. Pri rúrach s hliníkovou vrstvou je potrebné odstrániť vonkajšiu vrstvu polypropylénu a odstrániť hliníkovú fóliu špeciálny nástroj(holiaci strojček).
– Spojovacie plochy polypropylénových rúr a tvaroviek musia byť vyčistené. Zváračka musí byť zahriata na 260 °C. Zváranie polypropylénových rúr vykonať až po zhasnutí kontrolky. Zvárač musí skontrolovať vonkajší povrch potrubia a vnútorný povrch tvarovky, ktoré boli nahriate zváračkou, aby ste sa uistili, že sú nahriate do požadovaného stavu (treba dbať na to, aby bol plast dostatočne mäkký). Rúry a tvarovky musia byť súčasne ohrievané. Ihneď po zahriatí treba rúru vložiť do tvarovky a zatlačiť v smere osi. Nehýbte dielmi počas procesu spájania a nemeňte ich polohu po prvej sekunde spájania. Čas potrebný na ohrev, pripojenie a chladenie polypropylénových rúr závisí od ich veľkosti.
Komu spájkovanie polypropylénových rúrok prešiel spoľahlivo a efektívne, treba presne dodržať stanovený čas ohrevu. Ak zahrejete diely viac ako je určený čas, plast sa príliš roztopí a diely sa zdeformujú. Ak sa diely zahrievajú kratšie ako predpísaný čas, nedosiahnu stav potrebný na roztavenie, čo môže v budúcnosti viesť k netesnostiam.
Doba ohrevu polypropylénových rúrok
Spôsoby upevnenia potrubia musia byť dimenzované tak, aby zodpovedali priemerom potrubia, ktoré sa má inštalovať. Pevné a pohyblivé upevňovacie prvky musia byť zvolené tak, aby nedošlo k poškodeniu vonkajšieho povrchu rúr.
Optimálnym spojovacím a upevňovacím dielom sú poplastované držiaky určené pre syntetické rúry. Pevné upevňovacie prvky sa používajú na upevnenie potrubia a jeho uchytenie v určitých bodoch, aby sa zabránilo nežiaducim pohybom. Pri inštalácii potrubia je potrebné určiť, na ktorých miestach (v každej z jeho sekcií) budú umiestnené pevné upevňovacie prvky. Týmto spôsobom sú obmedzené pohyby potrubia a je zabezpečená stabilita potrubia. Okrem toho by sa malo určiť umiestnenie tvaroviek a vzdialenosť medzi pevnými upevneniami by sa mala zvoliť tak, aby neprekážala pri predĺžení potrubia a aby potrubie vydržalo zaťaženie v prípade zvýšenia tlak.
Pri upevňovaní rúr na strop by vzdialenosť medzi upevňovacími prvkami nemala byť veľká. Upozorňujeme, že na strope by sa nemali používať pohyblivé upevňovacie prvky. Pri inštalácii výstupných rúr (ak je rúra pripevnená priamo na výstup) nie je potrebné používať závesné dilatačné zariadenia. Aby sa kompenzovala sila tepelnej rozťažnosti potrubia, musia byť držiaky a upevňovacie prvky správne umiestnené a pevne pripevnené k stene.
Posuvné upevňovacie prvky musia byť inštalované tak, aby nebránili axiálnemu pohybu a nepoškodili vonkajší povrch potrubia. Pri pripájaní armatúry k armatúre je potrebné nechať rúru voľný pohyb, pokiaľ možno v axiálnom smere, a nie pod uhlom.
Druhy polypropylénových rúr
Životnosť výrobkov závisí od teploty média a tlaku v nich vytvoreného. Správnou voľbou druhu materiálu je možné výrazne rozšíriť jeho prevádzkové možnosti.
Existujú 4 typy potrubných materiálov, ktoré majú rôzne vlastnosti v závislosti od teploty ich prevádzky.
Materiály značky PN10 sa týkajú výrobkov určených na zásobovanie studenou vodou. Nie sú schopné odolávať vysokej teplote prostredia. Druhý typ s označením PN16 sa vzťahuje na výrobky zmiešaného typu a je určený na zásobovanie studenou a teplou vodou, avšak s obmedzenými prevádzkovými teplotami. PN20 a PN25 sú materiály určené na zásobovanie teplou vodou. Takéto potrubia sú schopné odolávať vysokým teplotám a výrobky označené PN25 sú dodatočne vystužené kovom, čo zvyšuje ich životnosť a schopnosť odolávať vysokým tlakom a teplotný režim.
Súprava na zváranie rúr
Ak sa zváranie polypropylénových výrobkov musí vykonávať pravidelne, potom sa odporúča zakúpiť špeciálnu zváraciu súpravu, ktorá sa okamžite predáva vo vhodnom kufri. Jeho priemerná cena je asi sto dolárov a pozostáva z:
- vykurovací prvok;
- teflónové trysky rôznych veľkostí;
- nožnice na rezanie polypropylénových rúrok;
- skrutky, ktoré sú pripevnené k vykurovaciemu prvku dýzy;
- úroveň;
- podpery pre vykurovacie teleso;
- šesťhran na uťahovanie skrutiek.
V prípade, že sa z času na čas vykonávajú zváracie práce, je racionálnejšie prenajať si zváracie zariadenie.
Typy a účel
Polypropylénové rúry sú dostupné v štyroch farbách – zelená, šedá, biela a čierna. Iba čierne sa líšia charakteristikami - majú zvýšenú odolnosť proti ultrafialovému žiareniu a používajú sa pri položení zavlažovacieho systému na zem. Všetky ostatné majú podobné vlastnosti a sú položené vo vnútri alebo zakopané v zemi.
Podľa dohody sú polypropylénové rúry nasledujúcich typov:
- Pre studenú vodu (teplota do +45°C). Je ľahké ich rozlíšiť podľa pozdĺžneho modrého pruhu.
- Pre zásobovanie teplou vodou (ohrev do +85°C). Charakteristickým znakom je červený pásik.
Univerzálny (maximálny ohrev do +65-75°C v závislosti od výrobcu). Vedľa seba sú aplikované dva pruhy - modrý a červený.
Pre studenú aj horúcu vodu existujú potrubia s rôznymi vlastnosťami. Toto je zobrazené na štítku:
- PN10 sa používajú výhradne v systémoch zásobovania studenou vodou (do +45°C) s nízkym tlakom (do 1 MPa). Majú malú hrúbku steny. Nevhodné pre výškové budovy.
- PN16. Často sú označované ako univerzálne, ale častejšie sa používajú na studenú vodu - odolávajú ohrevu média do + 65 ° C a tlaku do 1,6 MPa.
- PN20. Hrubostenné rúry, ktoré dokážu prepravovať médium s teplotou do +80°C, odolávajú tlaku do 2 MPa. Používa sa pri rozvodoch teplej vody a vykurovacích sústavách.
- PN25. Ide o vystužené polypropylénové rúry (fólia alebo sklolaminát). Vďaka prítomnosti výstužnej vrstvy majú často menšiu hrúbku steny ako PN20. Stredná teplota ohrevu - do +95°C, tlak - do 2,5 MPa. Používajú sa na zásobovanie teplou vodou a vykurovanie.
Všetky sa vyrábajú v rôznych priemeroch - do 600 mm, ale v bytoch a súkromných domoch sa používajú najmä vo veľkostiach od 16 mm do 110 mm.
Upozorňujeme, že je uvedený vnútorný priemer, pretože hrúbka steny sa môže líšiť.
Druhá etapa. Zváranie polypropylénových rúr

Tento postup bude vyžadovať elektrickú skladačku (rezanie polypropylénu) a špeciálne zváracie zariadenie.

Krok jedna.
Kým sa prístroj zahrieva, vykonajú sa potrebné merania, potrubia sa označia a odrežú.

Krok dva.
Konce produktov, ktoré sa plánujú prepojiť, sa starostlivo vyčistia a odmastia.
Krok tri.
Pomocou ceruzky je vyznačená hĺbka vstupu každého výrobku do objímky. Je charakteristické, že zároveň by mala zostať minimálna milimetrová medzera, aby sa rúry nedotýkali spojka montáž.

Krok štyri.
PP rúrka s armatúrou je nasadená na objímku v súlade s vyznačenými značkami a zahrievanie všetkých prvkov musí prebiehať súčasne.
Trvanie ohrevu závisí nielen od priemeru výrobkov, ale aj od hĺbky zvárania (tú nájdete v tabuľke nižšie).

Krok päť.
Po určitom čase sú výrobky odstránené a spojené s malým úsilím, pričom sedia na sebe. Je zakázané otáčať prvky pozdĺž axiálnej čiary.

Krok šiesty.
V priebehu niekoľkých sekúnd po pripojení sa vykoná primárne nastavenie, potom sa prvky konečne zafixujú.

Ak na križovatke nezostanú žiadne medzery, potom to (spojenie) možno považovať za vysoko kvalitné.
Výroba zváracích strojov
Vzhľadom na to, že viac-menej dobrý stojí viac ako tisíc rubľov, je lacnejšie si ho prenajať alebo vyrobiť sami. Ak bol vybraný druhý, mali by ste sa na prácu pripraviť:

Postupnosť akcií by mala byť nasledovná.
Krok jedna.
Na zlepšenie prenosu tepla je podošva žehličky ošetrená teplovodivou pastou a následne je pripevnená teflónová manžeta. Umiestnenie druhého je určené vopred - široká časť nahor alebo nadol.
Krok dva.
Ostrý „nos“ je odrezaný pre viac pohodlné ovládanie v blízkosti stien.
Krok tri.
Ohrievanie žehličky sa vykonáva, kým sa prístroj druhýkrát nevypne.
Krok štyri.
Je dobré, ak je žehlička vybavená teplotným senzorom – to vám umožní presne určiť teplotu ohrevu. Existuje však jednoduchšia cesta – cez olovo. Tento kov sa topí pri teplote 230 ᵒС a vyššej, čo sa približne zhoduje s teplotou potrebnou na zváranie.
Ďalšia technológia je identická s vyššie opísanou technológiou.
Požadované nástroje
Samotné polypropylénové rúry;
Špeciálne zariadenia na zváranie takýchto rúr;
Zváračka
Píla na ich rezanie, špeciálna rezačka sa často predáva kompletná so zváracím strojom, pri veľkých objemoch práce môžete použiť prstencovú rezačku alebo špeciálne nožnice;
Odmasťovač (etyl alebo izobutylalkohol); acetón je v tomto prípade zakázané používať, pretože je schopný zmäkčiť plast;
Úkosovač: Jeho vnútro pripomína strúhadlo, no keďže úkos musí byť rezaný rovnomerne, nože sú umiestnené pod iným uhlom; skosovačku môžete nahradiť obyčajným pilníkom a nožom;
 Úkosovačka na plastové rúrky
Úkosovačka na plastové rúrky
Holiaci strojček: nástroj na odstraňovanie vystuženej vrstvy (ak majú naše rúry vrstvu vystuženia).
 Holiaci strojček
Holiaci strojček
Poradenstvo.
Rúry, ktoré sú v blízkosti vykurovacieho kotla (vo vzdialenosti menšej ako pol metra), by mali byť vyrobené iba z kovu. K polypropylénu sa pripájajú pomocou adaptérov zo zvarového spoja na závitový.
Práca s polypropylénovými rúrami
Dnešný systém inštalácie polypropylénových rúr zahŕňa všetko potrebné prvky na spájanie rúrok rôznych veľkostí, obrysov, tvaroviek, upevnení a inklúzií. Proces montáže je pomerne jednoduchý a s potrebnými zručnosťami rýchly.
Zostavu prvkov je možné prispôsobiť tak, ako chcete, takže výsledkom je úplne jedinečný systém. Zložitosť a vybavenie závisí len od preferencií a želaní zákazníka, teda vás. Jedinou vlastnosťou, ktorú niektorí pripisujú nevýhodám polypropylénu, je metóda zváraného spojenia. Po zváraní už nie je možné oddeliť rúry a opraviť chybu. Preto si musíte všetko vopred premyslieť a pokúsiť sa vyhnúť nepresnostiam v akciách.
Ak rozdelíme proces zvárania rúr na samostatné kroky, bude to vyzerať takto:
- S spájkovačkou na polypropylén je potrebné nahrievať obe časti, ktoré chcete k sebe pripevniť.
- Potom, čo potrebujete pripojiť vyhrievané časti;
- Po krátkom čase odstráňte už pripevnené prvky z prístroja.
Zváranie poskytuje prvkom také pevné spojenie, že je takmer nemožné oddeliť časti bez ich porušenia. Preto sa polypropylénové rúry považujú za vysoko kvalitné, odolné a schopné odolať takmer akémukoľvek tlaku.
Hlavné etapy práce
1. Vezmeme potrubie správnej veľkosti.
2. Pilníkom alebo fazetkou očistíme jeho okraje od otrepov vzniknutých pri rezaní.
3. Ceruzkou si na konci rúry (viď foto) označíme, ktorý úsek potrebujeme roztaviť, to znamená, že načrtneme miesto, kde sa nasadí tvarovka.
 Ceruzkou načrtneme miesto spájkovania
Ceruzkou načrtneme miesto spájkovania
4. Rúru a tvarovku spracujeme odmasťovacou hmotou.
5. Zvárací stroj pevne pripevnite k stolu.
6. Jeho súprava obsahuje trysky rôznych priemerov. Vezmeme potrebné trysky (jednu pre armatúru a jednu pre potrubie) a upevníme ich na obe strany zariadenia.
7. Nastavte teplotu na 260°.
8. Hneď ako svetlá zhasnú (to znamená, že sa zariadenie dostatočne zahrialo), môžete začať pracovať. Priemerná doba ohrevu je 2-3 minúty.
9. Nasadíme horúce trysky (sú dve) armatúru a rúrku na značku ceruzky. Príliš veľký tlak na časti, ktoré sa majú zvárať alebo ich otáčať, by nemal byť.
 Stroj na zváranie na tupo. Armatúra a potrubie sú nasadené na horúce trysky
Stroj na zváranie na tupo. Armatúra a potrubie sú nasadené na horúce trysky
10. Počítame predpísaný čas. Čas ohrevu je vždy uvedený v návode. Napríklad pre 25 mm rúrku je to presne 7 sekúnd).
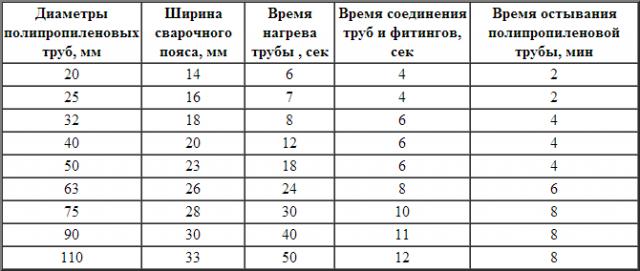 Doba ohrevu zariadenia závisí od priemeru potrubia
Doba ohrevu zariadenia závisí od priemeru potrubia
11. Rýchlo a presne odstráňte vyhrievané časti, mierne držte zvárací stroj.
12. Spojíme ich navzájom. Neprípustný je aj nadmerný tlak na ne alebo rotácia.
13. Čakáme niekoľko sekúnd.
14. Ak sme urobili všetko správne, dostaneme dokonale rovnomerné, homogénne spojenie.
Zosilnená vrstva na segmente spojenia musí byť odstránená, inak bude spojenie nehomogénne a krehké;

Pri kúpe zariadenia nie je potrebné míňať peniaze navyše a kupovať model s termostatom, pretože potrebujeme jediný teplotný režim 260 ° C; používanie iných režimov môže mať za následok slabé pripojenie;
Voda musí cez potrubia voľne prúdiť; aby sa v mieste spájkovania nevytvorila prekážka vo forme zamrznutého plastu, pri spájaní príliš netlačte na roztavené časti; nízky tlak je však tiež neprijateľný - dĺžka spojenia na spoľahlivé upevnenie nebude stačiť; to môže viesť k tvorbe turbulencií a poklesu tlaku v systéme;
Základným pravidlom takéhoto spájkovania je: najskôr sa na trysku nasadí tvarovka a až potom rúrka; odpočítavanie začína, keď sú obe časti na stroji;
Polypropylén sa zachytí za 4-8 sekúnd, ale nemali by ste ho okamžite uvoľniť - aby úplne zamrzol, musíte počkať 20-30 sekúnd;
Časti počas chladenia musia byť nehybné, najmenší posun môže narušiť tesnosť spojenia; preto je pred spájkovaním lepšie pripraviť špeciálne svorky na ich upevnenie; môžete ich vyrobiť z akejkoľvek drevenej tyče alebo silného drôtu;
Chladenie výsledného uzla vodou alebo prúdom studeného vzduchu je zakázané - spojenie bude krehké;
Nezohrievajte potrubie a armatúru viac ako je určený čas - polypropylén sa zdeformuje; s kratším časom na vykurovanie bude spojenie častí ťažké;
Pri správnom zváraní by časť plastu mala tvoriť mierny prítok na rukáve;
Kvalitu svojej práce môžete skontrolovať rozrezaním pripojenej časti na polovicu; na križovatke by ste mali vidieť rovnomerné monolitické spojenie bez deformácií a dutín.
Kanalizačný systém z PP rúr
Ako už bolo uvedené, polypropylénové rúry sa dnes v usporiadaní aktívne používajú. Postup inštalácie má v tomto prípade svoje vlastné nuansy.

Vnútorná kanalizácia
Pri inštalácii kanalizácie v dome je potrebné dodržiavať niekoľko pravidiel.
- Potrubie je položené pod uhlom v smere kanalizačná stúpačka(asi 3 cm na bežný meter).
- Ak miestnosť nie je vykurovaná, potom sú potrubia dodatočne izolované minerálnou vlnou.
- Nerobte ostré zákruty pod uhlom 90ᵒ, namiesto toho sa používajú takzvané polovičné ohyby.
- Ventilátorové vetranie je povinnou súčasťou kanalizačného systému, ktorý zabráni prenikaniu zlý zápach v obydlí.
- Toaleta je napojená až po umývadle, inak dôjde k pretrhnutiu vodného uzáveru.
Vonkajšia kanalizácia

Krok jedna.
Priemer potrubí sa určuje najmä v závislosti od počtu ľudí žijúcich v dome.
Krok dva.
Zo stúpačky kanalizácie je vykopaná ryha do septiku resp žumpa. Súčasne sa pozoruje sklon v závislosti od línie zmrazovania pôdy alebo je potrubie izolované minerálnou vlnou.


Krok tri.
Spodok je pokrytý "vankúšom" piesku. Jeho hrúbka by mala byť aspoň 20 cm.
Krok štyri.
Pokladá sa potrubie
Je dôležité vyhnúť sa možnému previsnutiu, inak sa spoje čoskoro zrútia. Horizontálne vŕtanie výkopu pre potrubie sa vykonáva pomocou špeciálneho zariadenia s tlakovými čerpadlami
Vŕtanie prebieha pomocou oceľového hrotu v tvare kužeľa. Podobná technológia sa používa pri konštrukcii:
Horizontálne vŕtanie výkopu pre potrubie sa vykonáva pomocou špeciálneho zariadenia s tlakovými zdvihákmi. Vŕtanie prebieha pomocou oceľového hrotu v tvare kužeľa. Podobná technológia sa používa pri konštrukcii:
- automobilové a železničné cesty;
- potrubia do suterénov;
- diaľnice k funkčným studniam.
Svojpomocná inštalácia PP potrubia pomôže veľa ušetriť, ale iba vtedy, ak je vykonaná správne.
Výrobky vyrobené z polypropylénu sa spravidla používajú pri vytváraní drenážnych a zavlažovacích systémov, ako aj pri kladení vodovodného potrubia alebo pri usporiadaní vykurovacieho systému. Polypropylén patrí do triedy polyolefínov, čo znamená, že všetky výrobky vyrobené z tohto materiálu sa vyznačujú vysokým stupňom environmentálnej bezpečnosti.
Okrem toho polypropylénové drenážne systémy môžu trvať veľmi dlho, pričom náklady na ich prevádzku budú minimálne. Pri práci s takýmito výrobkami však musíte vedieť ako zvárať polypropylénové rúry takým spôsobom, aby sa zabránilo ich deformácii
a zabrániť úniku.
DIY zváranie
Práce by sa mali vykonávať na dobre vetranom mieste. Polypropylén je pri zahrievaní schopný uvoľňovať toxické látky, ktoré môžu byť zdraviu škodlivé a spôsobiť otravu.
Pokyny na zváranie krok za krokom:
- Najprv je na spájkovačku nainštalovaná potrebná tryska správnej veľkosti;
- Na roztavenie polypropylénu je potrebné dosiahnuť teplotu 260 stupňov;
- Pripravte diely na pripojenie, vykonajte ich čistenie a správne umiestnenie;
- Potom sa spájkovačka uvedie do prevádzky;
- Na zahriatie je potrebné počkať potrebný čas, čo signalizuje zelená farba snímača.
 Pri spájkovaní je lepšie umiestniť zariadenie tak, aby stálo pevne
Pri spájkovaní je lepšie umiestniť zariadenie tak, aby stálo pevne
Potom sa potrubie a tvarovka súčasne nasadia na polotovar a spájkovací nástroj. Rúrka je vložená do polotovaru. Kovanie je umiestnené na vonku. Zasúva sa, kým sa nezastaví, a rúrka sa zasúva až po hotovú značku. Hlavná vec je dodržať správny čas.
Ak sa nástroj zle zahreje, úroveň difúzie bude malá, čo naruší kvalitu zliatiny. Vysoká teplota povedie k prehriatiu častí. Optimálny čas závisí od priemeru potrubia a tvaroviek.
Po zahriatí je dôležité ihneď zakotviť. Hlavným pravidlom postupu je dodržiavanie znášanlivosti
Prvých pár sekúnd umožňuje korekciu, ale nie je dovolené otáčanie. Zároveň sa vyžaduje, aby ste sa neponáhľali a neťahali, dodržiavajúc zlatú strednú cestu.
Tretia etapa. Inštalácia potrubia


Pri položení diaľnice budete potrebovať:
- potrubia;
- odpaliská;
- Guľové ventily;
- zástrčky;
- adaptéry;
- ohyby;
- spojky;
- odnímateľné spojovacie prvky;
- závitové armatúry;
- plastové svorky.
Najprv sa vykoná inštalácia hlavných prvkov systému (inštalatérske práce, radiátory, kotly atď.), Po ktorej sa v súlade s vypracovaným projektom označí budúca diaľnica. Prvky potrubia sú navzájom prepojené pomocou spojok.
Ak hovoríme o vykurovaní alebo teplej vode, potom sa berie do úvahy tepelná rozťažnosť. Na kompenzáciu tohto je žiaduce použiť mobilné pripojenie. Pri inštalácii uzavretého potrubia sa steny najskôr vykopú (na vhodných miestach sa vytvorí drážka široká dva priemery potrubia).
Potrubie môže byť naplnené kvapalinou až po uplynutí jednej hodiny od ukončenia inštalácie. Hydraulickú skúšku je možné vykonať až po dni.



Prečo polypropylén
Výrobcovia rúr dnes poskytujú širokú škálu produktov na pokládku vodovodných, kanalizačných alebo vykurovacích systémov. Môžete si kúpiť kovoplastové, kovové alebo polypropylénové rúry. V súčasnosti čoraz väčší počet spotrebiteľov uprednostňuje výber polypropylénových rúr, ktoré majú veľa výhod:
- nekorodujú;
- jednoduchá inštalácia;
- nevyžadujú neustálu opravu;
- odolné a spoľahlivé v prevádzke;
- môže byť položený vo vnútri steny alebo podlahy;
- sú výrazne lacnejšie ako kovové rúry.
Polypropylénové rúry je možné použiť na inštaláciu vykurovacích systémov, vodovodných potrubí a odpadových vôd.
Ktoré potrubia sú pre vás tie pravé
Na výber polypropylénových rúrok potrebujete vedieť:
- podmienky, za ktorých budú potrubia prevádzkované;
- tlak kvapaliny v systéme a jej teplota;
- požadovaná priepustnosť produktu, ktorá určuje pracovný priemer.
Polypropylénové rúry majú špeciálne označenie v závislosti od účelu výrobku.
- PPH
- vetranie, prívod studenej vody. - PPB
– systémy zásobovania studenou vodou, vykurovanie. - PPR
– systémy zásobovania teplou a studenou vodou, vykurovanie.
Rúry s označením PPR
- sú univerzálne. Preto sú najviac žiadané. Sú vysoko odolné voči vysokým aj negatívnym teplotám.
Prvá etapa. Vypracovanie projektu
Inštalačné práce by sa mali začať projektovaním budúcej diaľnice. Dôležitým kritériom je tu ergonómia, aby počet závitov a spojovacích prvkov bol čo najmenší.

Pri usporiadaní vykurovacieho systému je obzvlášť dôležitý dobre navrhnutý projekt, v ktorom je umiestnenie takých prvkov, ako sú:
- spojky;
- adaptéry;
- spojovacie prvky;
- rohy;
- vykurovacie zariadenia.
Vedenie sa na radiátory pripája jedno- alebo dvojrúrkovým spôsobom, zboku alebo zospodu.

Inštalatérstvo

Tu je diaľnica napojená na centralizovaný systém na zásobovanie potrebnými inštalatérskymi zariadeniami - záchodová misa, umývadlá, kotol atď. Existujú dva spôsoby, ako vykonať zapojenie.
Metóda číslo 1.
Otvorený variant. Horizontálne potrubia sú inštalované mierne nad úrovňou podlahy a vertikálne potrubia sú inštalované výlučne v rohoch. To všetko robí potrubie menej nápadným.
Metóda číslo 2.
Uzavretá možnosť. Je to mimoriadne ťažké vykonať, pretože zahŕňa predbežné držanie maxima presné výpočty. Rúry (nevyhnutne pevné) sú zamurované do stien a každý spoj by mal mať voľný prístup.

Okrem toho môže byť inštalatérstvo:
- sekvenčný typ (najrozpočtovejšia a najjednoduchšia možnosť implementácie);
- typ kolektora (pri dodávaní vody sa používa kolektor);
- s priechodnými zásuvkami (málo populárne).
Etapy pracovného procesu zvárania
Po odmeraní požadovanej dĺžky potrubia na ňom označte značku. Pomocou rezačky rúr alebo nožníc odrežte výrobok pod uhlom 90º k osi. Nástroj musí byť dostatočne ostrý, aby sa potrubie nedeformovalo.

Rúrka je rezaná v uhle 90º k osi
Okraj vystuženého výrobku sa musí vyčistiť, zbaviť sa vrchnej vrstvy a fólie. Bez tejto fázy sa hliníková fólia, ktorá je súčasťou potrubia, dostane počas prevádzky do kontaktu s kvapalinou. V dôsledku toho korózia vystuženej vrstvy povedie k narušeniu integrity švu. Takéto spojenie časom unikne.

Okraj vystužených rúr je vyčistený
Pri nevystužených výrobkoch na konci rúry je uvedená hĺbka zvárania so zameraním na dĺžku objímky tvarovky. Ďalším dôležitým bodom pri príprave rúr na zváranie je odmasťovanie povrchu. Ošetrenie križovatky alkoholom poskytne spoľahlivejší kontakt častí.
Príprava zváracieho stroja
Pred zváraním plastových rúrok je potrebné pripraviť zvárací stroj. Ručný nástroj upevnené na rovnom povrchu. Časti stroja musia byť čisté a bez chýb. Očistite ich handričkou namočenou v alkohole. Vyhrievacie články sa zapínajú, keď je náradie vypnuté. Na tavenie tvarovky sa používa tŕň, na tavenie rúry manžeta.

Čas ohrevu dielov na zváranie je určený podľa tabuľky
Potom je zariadenie pripojené k sieti. Súčasne by sa mali rozsvietiť indikátory umiestnené na tele jednotky. Jeden z nich signalizuje, že zariadenie je pripojené k sieti. Druhý, po dosiahnutí požadovanej teploty ohrevu, by mal zhasnúť. Po zhasnutí indikátora je žiaduce, aby uplynulo päť minút a až potom začal proces zvárania. Tento čas závisí od teploty okolia a trvá od 10 minút do pol hodiny.
Aký je proces zvárania?
Po zahriatí prístroja nasaďte tvarovku na tŕň a vložte rúrku do objímky. To sa robí súčasne a s malým úsilím.

Po zahriatí zariadenia nasaďte tvarovku na tŕň a vložte rúrku do objímky
Aby ste vedeli, ako správne zvárať polypropylénové rúry, je potrebné vziať do úvahy čas ohrevu. Správna perióda umožní častiam zahriať sa na požadovanú teplotu a neroztopiť sa. Závisí to od priemeru potrubia.
Po požadovanom čase sa diely z prístroja vyberú a spoja. V tomto prípade musí potrubie vstúpiť do armatúry presne po značku. Počas tohto procesu je zakázané otáčať časti pozdĺž osi.

V procese spájania častí je zakázané otáčať výrobky pozdĺž osi
Po spojení častí je mechanický náraz na šev povolený až po úplnom vychladnutí. V závislosti od technológie by výsledkom mal byť silný a tesný šev.
Článok poskytuje potrebné odporúčania, ako správne zvárať rúry, s Detailný popis každá etapa. Uvedením týchto tipov do praxe môžete nezávisle viesť potrubie na zásobovanie vodou alebo vykurovanie. Hlavná vec je vybrať správne potrubia a dodržiavať technológiu procesu. Až potom bude polypropylénové potrubie slúžiť dlhú dobu a nepretržite.
AT moderné systémy zásobovanie vodou a kúrenie, liatina sa už dávno nepoužíva. Nahradil ho ľahký, ľahko inštalovateľný a nekorodujúci plast. Dnes budeme hovoriť o zváraní polypropylénových rúr s vlastnými rukami pre začiatočníkov - hlavné fázy tohto procesu a jeho zložitosti.
Prečo je polypropylén lepší na zváranie ako kov
Rôzne kolená a tvarovky, ako aj profilové a kruhové ohyby vyrobené z polypropylénu sú zaslúžene obľúbené, pretože:
- Po správnom zváraní tvoria monolitické časti, ktoré môžu trvať viac ako päťdesiat rokov.







