Як користуватися зварюванням для пластикових труб. Особливості зварювання поліпропіленової труби. Що таке зварювання поліпропіленових труб
Усі чаші металеві трубизамінюють на пластикові, зокрема з поліпропілену. Вони мають тривалий термін експлуатації (до 50 років), не іржавіють, не гниють, важать небагато, та ще й зібрати все можна своїми руками, не залучаючи фахівців. Зварювання поліпропіленових труб потребує деякого навички, але він приходить швидко. Попередньо можна попрактикуватися на невеликих обрізках та недорогих фітингах, а потім братися за створення більш серйозних речей.
Види та призначення
Труби з поліпропілену можуть бути чотирьох кольорів – зелені, сірі, білі та чорні. Відрізняються характеристиками лише чорні – вони мають підвищену стійкість до ультрафіолету та використовуються під час прокладання по ґрунту. Всі інші мають схожі властивості і прокладаються в приміщеннях або закопуються в ґрунт.
За призначенням поліпропіленові труби бувають наступних видів:

Як для холодної, так і для гарячої водиє труби з різними характеристиками. Відображається це у маркуванні:
- PN10 використовуються виключно в системах холодного водопостачання (+45°C) з низьким тиском (до 1 МПа). Мають невелику товщину стінок. Для багатоповерхівок не підходять.
- PN16. Часто маркуються як універсальні, але частіше використовують для холодної води- Витримують нагрівання середовища до +65 ° C і тиск до 1,6 МПа.
- PN20. Товстостінні труби, які можуть транспортувати середовище з температурою до +80°З, витримують тиск до 2 МПа. Використовуються для розведення гарячої води та системи опалення.
- PN25. Це армовані поліпропіленові труби (фольгою чи скловолокном). За рахунок наявності армуючого шару часто мають меншу товщину стінок, ніж PN20. Температура нагрівання середовища – до +95°C, тиск – до 2,5 МПа. Застосовуються для гарячого водопостачання та опалення.
Всі вони випускаються різних діаметрів — аж до 600 мм, але у квартирах та приватних будинках використовуються здебільшого розміром від 16 мм до 110 мм. Зверніть увагу, що вказується внутрішній діаметр, оскільки товщина стін може бути різною.
Що таке зварювання поліпропіленових труб
Поліпропілен відрізняється підвищеною жорсткістю, і для створення систем необхідної конфігурації використовуються фітинги з того ж матеріалу. Це різні куточки, трійники, обходи, перехідники, муфти тощо. З трубами вони з'єднуються за допомогою паяння. Цей процес називають ще зварюванням, але суть його не змінюється: два елементи розігріваються до температури плавлення і в гарячому стані з'єднуються один з одним. При правильному виконанні з'єднання виходить монолітним і служить анітрохи не менше, ніж самі труби.

Для з'єднання поліпропілену з металами є комбіновані фітинги, в яких одна частина зроблена з металу і з'єднується за допомогою різьбового з'єднання, а друга поліпропіленова зварюється.
Чим паяти
Зварювання поліпропіленових труб відбувається за допомогою спеціального пристрою, який називають паяльником чи зварювальним апаратом. Це невелика металева платформа, усередині якої знаходиться електрична спіраль, що розігріває поверхню. Через таку конструкцію цей агрегат ще називають праскою.

Для з'єднання двох елементів, поверхні, що зрощуються нагрівають до температури плавлення (+260°). Щоб розігріти елемент на потрібну глибину, на зварювальну платформу встановлюються дві металеві різні насадки з тефлоновим покриттям:

Два елементи, що з'єднуються, одночасно надягають на відповідні насадки, витримуються певний проміжок часу (кілька секунд), потім з'єднуються. Так відбувається зварювання поліпропіленових труб.
Як зварювати
Конструкції паяльників для поліпропіленових труб дещо відрізняються, але принципи роботи з ними загальні. Є дві основні моделі – з плоскою платформою або циліндричним нагрівачем. За нормальної якості, працюють і ті, й інші, різниці практично немає. Кому що зручніше, те й обирають.

Так виглядає добре зроблене з'єднання в розрізі як єдине ціле
Підготовчі роботи
Перед початком роботи треба розігріти паяльник, але не все так просто. Порядок його підготовки такий:
- Спочатку на платформу встановлюються насадки відповідного діаметра.
- В отвір у платформі протягується шпилька, на неї надягають з двох сторін дорн та гільза, затягуються гайками з двох сторін.
- Якщо нагрівальний елемент у вигляді трубки, насадки для нього продають закріпленими на пластині. Пластину надягають на нагрівальний елемент, затягують болт кріплення.
- На регуляторі виставляється потрібна температура нагріву. Для поліпропіленових труб температура зварювання становить +260 °C. Саме її виставляємо на регуляторі, вмикаємо в мережу.
- Очікуємо сигналу набору заданої температури. У деяких моделях є звуковий сигнал, але, в основному, спалахує або гасне світлодіод (у різних моделях по-різному).
Паяльник готовий до роботи. Але треба ще підготувати труби та фітинги. Перша умова якісного зварювання – рівний зріз. Розріз повинен бути строго вертикальним, без задирок і здир. Такий зріз можна отримати, використовуючи спеціальні ножиці. Вони мають знизу дві широкі губки, що фіксують трубу на місці, а ріжуча частина знаходиться зверху.

Друга умова хорошого паяння ПП труб – чисті, сухі, знежирені деталі. Якщо бажаєте, щоб водопровід або опалення служили довго і не текли, цю процедуру пропускати не варто. Зріз труби та фітинг очищають за допомогою спирту або води з миючим для посуду. Потім чекають, поки все висохне, і тільки після цього починають процес паяння.
Як довго гріти
При зварюванні поліпропілен необхідно нагріти до необхідної температури. Перегрів та недогрів значно знижують якість шва. Занадто перегріта і розм'якшена труба просто не вставиться у фітінг, а недостатньо розігрітий матеріал не сплавиться.
Час нагрівання залежить від діаметра труб, температури повітря та вказано в таблиці.
| Діаметр поліпропіленової труби | Глибина зварювання | Час нагріву | Час зварювання | Час охолодження |
|---|---|---|---|---|
| 16 | 12-14 мм | 5 с | 6 с | 2 хв |
| 20 | 14-17 мм | 6 с | 6 с | 2 хв |
| 25 | 15-19 мм | 7 с | 10 с | 2 хв |
| 32 | 16-22 мм | 8 с | 10 с | 4 хв |
| 40 | 18-24 мм | 12 с | 20 с | 4 хв |
| 50 | 20-27 мм | 18 с | 20 с | 4 хв |
| 63 | 24-30 мм | 24 с | 30 с | 6 хв |
| 75 | 26-32 мм | 30 с | 30 с | 6 хв |
Взагалі паяти можна за +5°C, але дані наведені для +20°C. За спекотнішої погоди час витримки елементів на паяльнику скорочують на 30-60 секунд, за холоднішої — збільшують.
Зверніть увагу на колонку «глибина» зварювання в таблиці. Ця відмітка ставиться на трубі. До неї треба буде втиснути її у фітінг. При цьому перед кромкою фітинга утворюється невеликий валик розплавленого пластику. Це означатиме, що шов зроблено правильно.

Ще одна колонка вимагає пояснення - "час зварювання". Це час, на який треба стиснути і зафіксувати елементи, що зварюються.
Взагалі, якщо спробувати вставити холодну трубу у фітинг, вона повинна заходити насилу - зовнішній діаметр труби злегка більше внутрішнього діаметра фітинга. Це зроблено навмисно для забезпечення деякого надлишку матеріалу, з якого і утворюється валик на шві. Щоб зварювання поліпропіленових труб було надійним, краще всі комплектуючі брати однієї фірми. Так гарантовано розміри збігатимуться. Інакше треба приміряти — щоб фітинг не «проскакував», а натягувався насилу.
Технологія
Як уже говорили, при зварюванні поліпропіленових труб їх і фітинги треба очистити, знежирити і висушити. І лише після цього можна починати паяти.
Така підготовка підходить для всіх типів труб, окрім армованих фольгою. У цьому випадку після того, як відрізали потрібний шматок, зріз зачищають до фольги спеціальним пристроєм – шейвером. У нього вставляється труба і кілька разів провертається. При цьому знімається верхній шар пластику, після чого можна знежирювати та паяти.

Після того, як поверхня висохне, на трубі малюють мітку, відзначаючи відстань на яку треба втиснути її у фітинг (простіше тонким маркером або гостро відточеним простим олівцем).

Пайка поліпропілену покроково

Одне зауваження: відразу після закінчення зварювання огляньте насадки на паяльнику. Якщо є залишки матеріалу, вони видаляються м'якою, безворсовою тканиною, що не линяє (білою). Залишати пластик на паяльнику не можна – наступний фрагмент прилипне, віддирати буде складно. Не можна чистити насадки із застосуванням абразивів - покриття у них тефлонове, дряпаються легко. А навіть мікроскопічні подряпини призведуть до того, що фрагмент на паяльнику (прасці) залипне.
Працювати, до речі, краще в нитяних рукавичках менше опіків буде.
Перед введенням системи в експлуатацію її треба перевірити. Роблять це за допомогою опресування. Що це таке і як її робити, читайте тут.
Розведення поліпропіленових труб
Поліпропіленові труби використовують для монтажу гребінки холодної чи гарячої води, опалення. Вибір діаметра в кожному випадку індивідуальний залежить від об'єму рідини, яку необхідно прокачати в одиницю часу, необхідної швидкості її руху (формула на фото).

Розрахунок діаметрів труб для систем опалення – це окрема тема (визначати діаметр треба після кожного відгалуження), для водопроводів все простіше. У квартирах і будинках для цих цілей використовують труби діаметром від 16 мм до 30 мм, причому ходові — 20 мм і 25 мм.
Вважаємо фітинги
Після визначення діаметра вважається загальна довжина трубопроводу, залежно від його будови докуповуються фітинги. З довжиною труб все відносно просто - вимірюєте довжину, додаєте близько 20% на похибку та можливі шлюби у роботі. Щоб визначити, які фітинги потрібні, потрібна схема трубопроводу. Намалюйте її, позначивши всі відводи та прилади, до яких потрібно підключатись.

Для підключення до багатьох пристроїв потрібен перехід на метал. Є такі поліпропіленові фітинги. У них, з одного боку, латунне різьблення, з іншого — звичайний фітинг під пайку. Відразу треба дивитися діаметр патрубка приладу, що підключається, і тип різьблення, яка повинна бути на фітингу (внутрішня або зовнішня). Щоб не помилитися, краще все записувати на схемі — над тим відведенням, де буде встановлено цей фітинг.
Далі за схемою вважається кількість "Т" і "Г" образних сполук. Для них купуються трійники та куточки. Бувають ще хрестовини, але вони використовуються рідко. Куточки, до речі, є не лише під 90°. Є по 45 °, 120 °. Не забудьте про муфти – це фітинги для стикування двох відрізків труб. Не забувайте, що поліпропіленові труби зовсім не еластичні і не гнуться, тому кожен поворот роблять за допомогою фітингів.
Коли купуватимете матеріали, домовтеся з продавцем про можливість заміни або повернення частини фітингів. Проблем зазвичай не виникає, тому що навіть професіонали не завжди можуть відразу визначитися з необхідним асортиментом. Крім того, у процесі монтажу іноді доводиться змінювати структуру трубопроводу, а отже, змінюється набір фітингів.

Поліпропілен має значний коефіцієнт температурного розширення. Якщо монтується поліпропіленовий гарячий водогін або система опалення, потрібно зробити компенсатор, за допомогою якого нівелюватиметься подовження або укорочення трубопроводу. Це може бути фабрична петля-компенсатор, або зібраний за схемою компенсатор із фінігів та шматків труб (на фото вище).
Способи укладання
Є два способи монтажу поліпропіленових труб – відкритий (по стіні) та закритий – у штробах у стіні або у стяжці. По стіні або штробі труби з поліпропілену кріплять на тримачі-кліпси. Вони є одинарні – для укладання однієї труби, є подвійні – коли дві гілки йдуть паралельно. Кріпляться з відривом 50-70 див. Труба в кліпсу легко вставляється і тримається завдяки силі пружності.

При укладанні в стяжку, якщо це тепла підлога, труби кріплять до армуючої сітки, іншого додаткового кріплення не потрібно. Якщо замонолічуватиметься підведення до радіаторів, труби можна не кріпити. Вони жорсткі, своє становище навіть при заповненні теплоносієм не змінюють.

Варіант прихованої та зовнішньої проводки в одному трубопроводі (за ванною проводку зробили відкритою – менше роботи)
Нюанси паяння
Сам процес зварювання поліпропіленових труб, як ви бачили, праці особливого не залишає, але тонкощів є дуже багато. Наприклад, незрозуміло, як при стику труб підганяти ділянки так, щоб труби були рівно тієї довжини, яка потрібна.
Інший момент зварювання поліпропіленових труб - паяння у важкодоступних місцях. Не завжди є можливість надіти на паяльник із двох сторін трубу та фітінг. Наприклад, паяємо у кутку. Паяльник доводиться засовувати в кут, з одного боку насадка впирається прямо в стіну, фітинг на неї не натягнеш. В цьому випадку ставлять другий комплект насадок такого ж діаметра і на ньому гріють фітінг.
Як паяти поліпропіленові труби у важкодоступному місці
Як перейти з залізної трубина поліпропілен.
Робота з поліпропіленовими трубами потребує дотримання деяких рекомендацій. Правильно встановлене з'єднання герметичне та витримує високий тиск.
Складно отримати хорошу якість зварювання за низьких температур. Виробники труб із поліпропілену не рекомендують проводити зварювальні роботи при температурі повітря нижче 5 градусів. При температурі нижче 0 пластик стає крихким, спайка може бути негерметичною. Це призведе до протікання або розриву трубопроводу. У холодну пору року місце, де проводиться зварювання, прогрівають – встановлюють намет із тепловою гарматою.
Виробники пластикових трубнаголошують на тому, що поліпропіленові вироби різних торгових марокспаювати не можна. Труби та фітинги різного виробництва можуть відрізнятися за декількома параметрами:
- допуском на діаметри;
- швидкістю розм'якшення;
- колірними відтінками.
Спроба поєднати різні по технічним характеристикамматеріали призводить до труднощів при монтажі та стає причиною шлюбу всієї конструкції.
При прокладанні магістралей зварювання пластикових труб великого діаметра (від 63 мм) робиться стик у стик. Даний спосіб базується на нагріванні та розплавленні торців труб, та їх подальшому з'єднанні з достатнім зусиллям.
Важливо, щоб кінці заготовок були рівними. Це дає можливість отримати спайку максимальної міцності, нероз'ємну та здатну працювати під високим тиском.
Поліпропіленові труби діаметром до 40 см варять спеціальним приладом ручного типу. Складається із центруючого пристрою та насадок для фіксації заготовок. Кінці відрізаної ділянки труби зачищають напилком або шліфувальним папером. Апарат розігрівають, у нього заганяють деталі майбутнього трубопроводу та спаюють. Всі рухи роблять швидко та чітко, поки матеріал розігрітий до потрібного стану.
Зверніть увагу, що при розтрубній або муфтовій спайці зовнішній діаметр труби повинен бути більше внутрішнього діаметра не розігрітого фітинга.
Після зварювання витримують час, відведений на охолодження, не рухають і не перевертають елементи, щоб уникнути деформації.
Армовані труби застосовують у системах опалення, прокладання «теплої підлоги» та гарячого водопостачання.
Перед тим, як розпочати роботу за участю армованих поліпропіленових труб, його готують – зачищають алюмінієвий шар шейвером. Це необхідно для того, щоб у процесі експлуатації при дотику до води алюмінієва фольга не руйнувалася і конструкція не давала протікання.
Фітинг має такий розмір, який може увійти труба без верхніх шарів.
Спосіб перший
Для виготовлення саморобного паяльниказнадобляться:
- старий праска, що вийшов з ладу, у якого зберігся нагрівальний елемент;
- дитячий металевий конструктор;
- гумова ручка;
- тумблер;
- азбестовий шнур;
- дюраль;
- ізоляційна стрічка.

У цьому випадку категорично забороняється контакт алюмінію з рідиною. Цей метал починає руйнуватися, а купувати нові вироби невигідно. Поява невеликих внутрішніх перекосів у стиках важко помітити неозброєним поглядом, однак ці зони є слабким місцем всієї системи. Тут можливе влучення води на металеву поверхню.
Щоб запобігти цьому, ретельно зачищається армований шар. Подібна операція є обов'язковою до проведення, якщо поверхня труб загорнута у фольгу.
Для видалення металевого листа використовується спеціальний пристрій - так званий шейвер. Його доводиться купувати окремо.
У прилад вставляють кінець, аналогічно до заточування олівця, і починають провертати.
Під час роботи не варто забувати про очищення алюмінієвого шару. Зварювання відбудеться і без цієї процедури, проте надійність отриманої сполуки буде досить низькою.
Від такого людського фактораможна позбутися, встановивши труби, армовані скловолокном.
Якщо алюмінієвий армуючий шар знаходиться в центрі стінки, проводиться торцювання поверхні за допомогою спеціального інструменту. Він допомагає видалити кромки алюмінію, що покривають торець труби. Якщо таку операцію не провести, вода може потрапити в центр стінки, рухаючись по мікротріщин армуючого шару, що неминуче призведе до здуття.
На фотографії можна розглянути спаяні з'єднаннярозрізів: неправильне виконання на картинці без торцювання та правильне – з торцюванням.
Для досягнення найкращого результату використовуються спеціальні муфти. Вони як би «замуровують» торці армуючого шару, що допомагає уникнути контакту металу з рідиною.
Деякі виробники дають власні рекомендації, як потрібно готувати труби перед зварюванням Навіть якщо армуючий шар відсутній, потрібно обов'язково провести калібрування зовнішнього діаметра, після чого зняти фаску.
Операція калібрування видаляє еліпсність труби, роблячи її абсолютно круглою. Знята фаска полегшує роботу зі з'єднання з муфтою. На жаль, коли труби із ПП паяються самостійно, ці операції повністю ігноруються.
Спершу зварювальний апарат потрібно добре закріпити. Коли починається прогрів, деталі зазнають тиску, який передається паяльнику. Щоб було зручніше працювати, важливо забезпечити апарату нерухомість.
На інструмент надягається нагрівальна пара. Далі встановлюється необхідна температура нагріву, подається напруга. Коли зварюються труби з ПП в розтруб, температура нагрівання повинна бути в межах 260±10 °С, що перевищує значення, при яких поліпропілен стає в'язким і текучим.
Таким чином, відбувається швидке оплавлення верхнього шару труби спільно з фітингом. Внаслідок цього деталь легко знімається без прогріву всієї товщини стінки. При іншому значенні температури, коли елементи стають м'якими, з'єднання здійснити неможливо.
Під час ремонту можуть виникнути різні непередбачені ситуації, наприклад, трубопровід був випадково продірявий. Цю проблему можна вирішити за умови, що отвір вийшов невеликим.
Перший варіант закладення конструкції передбачає наступні дії. Спочатку поверхню сушимо та знежирюємо. Потім беремо ще одну трубу того ж виробника і розігріваємо її і дірку, що утворилася. Далі отвір запаюємо за допомогою паяльника або підручних засобів, наприклад, пальника. Якщо армована труба, фольгу потрібно зрізати. Але також можна встановити муфту.
Другий варіант паяння дірки в циліндричному виробі із ПП представлений на відео нижче.
Найбільшою проблемою, з якою стикається практично кожен майстер, є монтаж пластикового трубопроводу на складних ділянках. Щоб зробити пайку поліпропіленової продукції у важкодоступних місцях, конструкцію потрібно розділити.
Спочатку виконується монтаж найбільшої та незручної ділянки. Він окремо формується, потім встановлюється постійне місце.
Після завершення складного монтажу здійснюється встановлення дрібніших елементів. Таку роботу потрібно обов'язково проводити разом із помічником.
Щоб самостійно виконати монтаж труб з ПП, необхідно мати відповідне обладнання, а також володіти спеціальними вміннями та навичками. Якщо ви не впевнені у своїх силах, то краще скористатися послугами професіоналів. З розцінками можна ознайомитись нижче:
- встановлення одного погонного метра труби – 100 р.;
- складання креслення та робота – 500 р.;
- обрізання циліндричного виробу та її наступне зачищення – 90 р.р.
У вартість також включено складність монтажу та загальний обсяг.
Кожен етап має виконуватися за всіма правилами.
Для того, щоб зварювати труби ПП, необхідно запастися необхідним обладнанням і комплектуючими елементами. У першу чергу складається докладний проект, визначається варіант складання і приймається рішення про те, як зварювати поліпропіленову трубу з фітингами та частиною трубопроводу. Виходячи з конфігурації та геометричної форми майбутнього трубопроводу, визначається і зварювання для поліпропіленової труби, яка краще підійде для конкретного проекту і не спричинить збільшення кошторису будівництва.
Під час монтажу можливе коригування розведення труб, але завдяки легкості з'єднання це не викликає особливих проблем.

Для ручного зварювання поліпропіленових труб не потрібно великого запасу інструментів та особливих навичок. Точне дотримання послідовності збирання дають можливість створити надійний водопровід або систему опалення, герметичну на всій довжині.
Ручне зварювання труб здійснюється за допомогою компактного нагрівального приладу.
Інструменти та обладнання:
- ножиці чи різак для пластикових труб. Переважно ножиці гільйотинного типу, з потужним лезом і зубчастим вузлом передачі зусилля;
- інструмент для зачистки армованих трубз ПП. Являє собою спеціальний різак, а в примітивному вигляді – міцний ніжзі зручною рукояттю та коротким лезом;
- для знежирення поверхні доцільно застосовувати спиртові компоненти. Як правило, використовують етиловий (ізобутиловий) спирт. Ацетон, дуже поширений як знежирюючий засіб для лакофарбових матеріалів, не годиться для ПП труб - він просто руйнує поверхню, робить її пухкою і неміцною;
- паяльник для поліпропіленових трубявляє собою поверхню, що нагрівається до обраної температури (не менше 260 градусів за Цельсієм) – дорн – на який кріпляться насадки для труб і фітингів. Паяльники бувають трубоподібної форми та у формі витягнутого молота. Трубоподібним паяльником зручніше варити труби у важкодоступних місцях;
- Звичайна будівельна рулетка допоможе уникнути перевитрати матеріалів. Правильно відміряна довжина ділянки зведе до мінімуму кількість підрізів та підгонок;
- шаблон у вигляді короткого відрізка труби більшого діаметра. Довжина шаблону повинна точно відповідати глибині входження труби у фітінг. Краще та зручніше використовувати шаблон із денцем. Стикове зварювання не вимагає застосування шаблонів.
Якщо правильно дотримується технологія зварювання поліпропіленової труби для опалення, то після остигання зварного шва утворюється рівний, акуратний буртик, однаковий по висоті на всій своїй протяжності.
- Якщо в процесі роботи деталі неправильно спаялися, роз'єднати їх вже не вийде. Щоб виправити неякісний виріб, потрібно повністю вирізати ділянку зі швом і зробити новий. Якщо паяння здійснювалася за допомогою фітингів, повторне їх використання у разі дефекту не допускається, оскільки вони розраховані на одноразове застосування.
- Основні види з'єднання пластику: стикова та муфтова. При стиковому зварюванні труби спаюють один з одним шляхом розплавлення закінчень кожного з елементів та їх взаємного проникнення. Муфтовий метод характеризується тим, що труби з'єднуються з допомогою особливих перехідників - фітингів.
- Якщо ви не збираєтеся займатися ремонтом або складання трубопроводу систематично, купувати паяльник не обов'язково. Можна скористатися послугами оренди або позичити у знайомих. Якщо ви вирішили купити апарат для себе, рекомендується не переплачувати за моделі з наявністю терморегулятора, так як для звичайних робіт будинку зазвичай необхідна тільки один показник температури.
- При муфтовій пайці першим на насадку надягають фітінг, а потім трубу. Починати відраховувати час потрібно, коли обидві деталі одягнені на насадки.
- Не можна остуджувати готовий шов холодною водою або холодним повітрям. Він має остудитися самостійно без зовнішніх впливів.
- Робота з пластиком протікає за правилами, якщо на муфті буде утворено незначний наплив його частини.
- Ви можете перевірити якість з'єднання, розрізавши трубу навпіл у місці шва. Якщо ви все зробили правильно, то шов у розрізі має бути суцільним, рівним, без порожнеч.
Як варити трубу з поліпропілену за допомогою зварювального агрегату
Послідовність дій при роботі з механічним зварювальним апаратом відрізняється від роботи з ручним паяльником. Технологія зварювання поліпропіленових труб в автоматичному режимі схожа з ручним паянням, за винятком того, що зачищення (торцювання) труби відбувається за допомогою механічної пили, і притиск труб у місці паяння забезпечують механічні захоплення. Процес називають стиковим зварюванням поліпропіленових труб.
Контроль рівня температури нагрівання при зварюванні поліпропіленових труб та автоматичне відключення нагрівального елемента забезпечує блок системи керування.
Зварювання поліпропіленової труби встик за допомогою автоматичного агрегату займає мінімум часу і відрізняється високою якістю шовних з'єднань. Точна температура зварювання поліпропіленової труби – ще одна перевага автоматичної системи. Для систем опалення це важливо, але вартість професійного обладнання досить висока. Але ця проблема вирішується просто: можна взяти необхідні прилади в оренду.
Різання труб

Ріжуть матеріал призначеним для цього інструментом. Якщо такого немає, то різ можна зробити ножівкою або іншим доступним інструментом, головне – не пошкодити геометрію та зберегти площину різання рівною. Для останнього призначений фаскознімач, їм зачищають торець, у яких армуючий шар ближче до внутрішнього діаметру. Інакше цей елемент може утворити нещільні з'єднувальні проріхи та викликати текти.

Поліпропіленову трубу відрізають за розміром спеціальним ножем з тріскачкою
Перед зварюванням труби з зовнішнього боку знежирюють спиртом, а фітинги зсередини. Для армованих виробів використовується спеціальний прилад, що знімає зміцнювальний шар - шейвер.

Шейвер для зачистки верхнього армованого алюмінієм шару
Незважаючи на те, що більшість пристроїв мають власні опорні елементи, пристрій слід міцно зафіксувати в лещатах або струбцинами до столу. Прилад дуже легкий, тому незакріпленим може легко впасти і зламатися або викликати пожежу.
У зафіксований апарат для зварювання ставимо муфту та дорн.

Насадки для зварювання
Виставляємо тумблер на потрібне значення температури. Для поліпропілену це 270 градусів, але трапляються випадки, коли потрібна нижча або висока температура. Ці значення беремо із супровідної документації до нашого матеріалу та використовуючи інструкцію до паяльника, підбираємо оптимальну температуру.
Технологія зварювання поліпропіленових труб передбачає, що коли пристрій вийшов на робочу температуру (загорівся зелений індикатор або спрацював звуковий сигнал) можна приступати до встановлення деталей, що зварюються на апарат для зварювання труб.

Відріз повільно вставляємо в муфту до упору при цьому утворюється грат - зайвий матеріал, при надяганні валик, що скочується. Дуже важливо при надяганні стежити, щоб грат мав правильну форму, без розривів та інших дефектів. Якщо деталь вставляється без видимого зусилля або відсутня грант, можна вважати її дефектною і слід замінити її. Те саме стосується фітингу, який також має надягати з видимим зусиллям на дорн до упору.
Зварювання
Коли елементи, що зварюються, встановлені на своїх місцях їм потрібно дати певний час, щоб матеріал набув в'язкотекучості і при цьому зварювальний пруток з поліпропілену не втратив свої несучі властивості. Нижче наведено приблизні параметри, що підходять для зварювання труб з поліпропілену різного діаметру. Варто врахувати, що значення усереднені, а точніші, виробник вказує на супровідну документацію.

Температура зварювання поліпропіленових труб, час остигання, залежно від товщини
Для орієнтування в наведених у таблиці термінах слід дотримуватися наступних визначень:
- Час нагрівання відраховується з дотику деталі з упором нагрівального елемента.
- Час з'єднання – параметр, який показує, як довго слід тримати труби для зварювання поліпропілену після їх збирання.
- Час остигання - часовий проміжок, який слід витримати для повного застигання та отримання монолітної зв'язки.
Складання деталей
Знявши з нагрівальної насадки, деталі їх слід зібрати. Для з'єднання труб пвх фітінгвстановлюється під необхідним кутом і єдиним рухом труби з'єднуються разом.

При цьому заборонено провертати деталі. Утримуємо деталі, зберігаючи їх нерухомість, але не прикладаючи зусилля, як при надяганні. В іншому випадку деталі охолонуть, і не зваряться або з'єднання буде низької якості.
Важливий момент, коли не слід чіпати деталь, у тому числі намагатися приміряти її і таке інше. Після охолодження зварений контур із поліпропіленових труб своїми руками готовий до використання.
Перш ніж розпочинати роботу, необхідно підготувати монтажний інструмент. Для створення надійного стику конструкцій та всіх додаткових деталей знадобиться спеціальний паяльник.
Іноді з'єднання виробів, виготовлених з поліпропілену, називають зварюванням. Однак цей процес має безліч різновидів, тому важливо запам'ятати, що поліпропіленові труби з'єднуються лише одним способом – паянням. Для монтажу такої системи не застосовуються різьбові фітинги та металопластик.
Паяння поліпропіленових труб вимагає використання зварювальних апаратів. У продажу представлено кілька типів пристроїв:
- нагрівач із круглим перерізом;
- Плоский агрегат.
Другий вид паяльного апарату в народі стали називати праскою, що більшою мірою пов'язано з її зовнішнім виглядом. Такі пристрої відрізняються лише своєю конструкцією.
Для першої моделі тефлонові насадки надягають на нагрівач і фіксуються деталями, схожими на хомути. У другому пристрої такі ж насадки прикручуються до нагрівача з обох боків. Інші елементи конструкції нічим не відрізняються. Основна функція приладу полягає у здійсненні якісного та надійного паяння поліпропіленових виробів.
У комплект паяльних пристроїв обов'язково включені насадки. Найдешевшим пристосуванням, до набору якого входить мінімальна кількість елементів, вважається китайський паяльник. Його потужність вбирається у 800 Вт. У продажу він представлений разом із підставкою, а також насадками, що дозволяють проводити паяння труб із ПП перетином 20-32 мм.
Більш грубо працюють біметалічні реле, а також капілярні термостати, значення яких відрізняються неточністю. Якщо порівнювати з даними терморезисторів, розбіжності виявляться досить великими. Яким би не був терморегулятор, коли апарат досягає робочого режиму (якщо судити за даними індикатора), потрібно почекати кілька хвилин. За цей час температура насадок зрівняється з тією, що показує прилад.
Тепер можна приступати до зварювання. Виробники випускають також паяльники, що мають два нагрівальні елементи різної потужності. Кожна деталь має окремий вимикач.
Ці вироби здатні самостійно досягти потрібного температурного режиму. Майстер сам вибирає потрібну потужність.
Друга деталь стає запасний у разі виходу з ладу першої.
В апараті передбачена можливість одночасного ввімкнення обох нагрівачів, щоб швидше досягти робочого режиму.
Устаткування може комплектуватися допоміжними інструментами, включаючи:
- фаскознімач;
- калібрувальник;
- торцювальник;
- ножиці для різання труб.

У деяких комплектах можна зустріти навіть спеціальну рідину, що очищає. Однак не всі ці деталі включаються в основну комплектацію. Найчастіше їх доводиться купувати окремо. Важливо, щоб зварювальний апарат мав у наборі все необхідні інструментидля роботи з будь-якими діаметрами труб та матеріалами.
Візьмемо, наприклад, трубу 20 мм. Справжній розмір зовнішнього діаметра буде знаходитися в межах 20,3-20,5 мм. У фітинга, призначеного для роботи з виробом 20 мм, внутрішній переріз становитиме 195-197 мм.
Причому середня частина поверхні муфти точно відповідатиме номінальному діаметру. Для конусної поверхні береться 5 градусів.
Стає зрозуміло, що якщо не нагрівати фітинги, їх не вдасться поєднати з муфтою.
Коли труба поєднується з гарячою муфтою, відбувається оплавлення зовнішньої частини. Вгору видавлюється все зайве, виходить своєрідний валик. Далі нагріваються внутрішні шари. Вони починають стискатися, при цьому труба отримує можливість потрапити до гарячої муфти. Аналогічного ефекту вдається досягти, коли елемент кріплення з'єднується з гарячим дорном.
Коли труба поєднується з фітингом, відбувається її пружне стискування, при цьому сполучний елемент починає розтягуватися. Нагріті поверхні здавлюються, витісняючи повітря. В результаті відбувається рівномірне змішування розплавленого матеріалу.
Загальний технологічний процесз'єднання труб з ПП в розтруб має кілька послідовних операцій:
- різання виробів;
- підготовчі заходи;
- встановлення зварювального апарату;
- досягнення робочого режиму;
- прогрівання деталей;
- збирання;
- охолодження магістралі.
Вручну можна без особливих зусиль з'єднати трубу із нагрітим інструментом, якщо зварюються невеликі деталіперетин яких знаходиться в діапазоні 40-50 мм. Щоб поєднати між собою циліндричні конструкції діаметром, що перевищує 50 мм, необхідно скористатися спеціальним центратором, призначеним для виконання розтрубного зварювання.
Так як паяння поліпропіленових труб не становить особливих труднощів, роботу можна виконати поодинці.
Щоб розрізати циліндричні вироби, застосовуються спеціальні ножиці, які дозволяють змінюватися стінкам труби.
Перед тим як приступити до паяння поліпропіленової продукції, поверхні деталей ретельно очищаються та знежирюються. Армовані конструкції піддаються спеціальній підготовці. Про це обов'язково повинні пам'ятати працівники, які здійснюють монтаж таких виробів.
Композитні труби з ПП, армовані алюмінієм, відрізняються невисоким температурним розширенням. Тому система опалення, виготовлена з такої продукції, не потребує встановлення додаткових температурних компенсаторів. Тільки у таких виробах, армованих алюмінієм, можлива дифузія кисню.

За відсутності армуючого шару можна проводити додаткової спеціальної підготовки.
При покупці інструменту необхідно вибирати такий, який дозволить виконати всі необхідні операції. Як правило, при складанні водопроводу та опалення своїми руками не потрібно купувати накручені моделі з великою кількістю насадок. Потужність паяльника впливає лише швидкість його нагрівання, але з сам процес, тому немає сенсу переплачувати.
Зверніть увагу! Недорогі моделі мають у комплекті 3 насадки для збору пластикових труб діаметром 20, 25 та 32 мм. Труби саме такого діаметра використовуються для монтажу внутрішнього розведення комунікацій.
Пристрої для зварювання поліпропіленових труб
Зварювальний паяльник має досить просту конструкцію. Головне в ній – підошва, обладнана нагрівальними елементами. Підошва оснащена отворами різного діаметра. На них можна фіксувати насадки, за допомогою яких виконується паяння труб. Температурою нагріву «керує» терморегулятор, що знаходиться на корпусі.
За його допомогою можна виставляти градуси. Їхні значення зазначені в інструкції, а таблиця публікується і в інтернеті. Виставляти температуру необхідно в залежності від типу матеріалів, що зварюються. Так, наприклад, для паяння поліетиленових труб вибирається режим 220 градусів, а поліпропіленових - 260 градусів.
Крім паяльника під час роботи можуть знадобитися:
- Рулетка.
- Олівець.
- Ножівка по металу.
- Гострий ніж.
- Ножиці для різання поліпропілену.
- Шейвер.
- У комплектації зварювального апарату є спеціальна підставка. На неї ставиться паяльник і входить у розетку. Але попередньо в отвір паяльника вводиться гільза.
- Готуються кінці поліпропілену. Якщо він армований скловолокном, його не треба обробляти. Армований алюмінієм матеріал доведеться підрізати, знімаючи фаску і завдаючи маркером ризику. Це допоможе проконтролювати глибину занурення труби в муфту паяльника.
- Спочатку відміряємо та відрізаємо потрібний відрізок, додавши до нього 25 мм – саме вони будуть вставлені у фітінг при паянні.
- Коли паяльник нагріється до потрібної температури, почуєте характерний звук. Тоді в насадку з одного боку вставляється муфта, з другого - підготовлена труба.
- Засікається час, вказаний у таблиці. Зазвичай на пайку йде від 4-х до 10 секунд. У той час, поки муфта та труба стоять у паяльнику, їх не можна обертати та рухати. Не можна їх чіпати і після того, як деталі будуть витягнуті з паяльника. Набрана температура дозволить виконати герметичний шов.

Як бачите, технологія зварювання поліпропіленових труб є досить простою. Необхідно лише дотримуватись певних правил для виконання швів.
Ось основні з них:
- Обов'язково потрібно знімати фаску. В іншому випадку при з'єднанні можна задерти пластик, і шов не буде герметичним.
- Коли дві деталі з'єднуються між собою їх не можна прокручувати.
- І фітінг, і трубу потрібно вставляти один в одного до самого упору.
- Не можна чистити насадку на включеному паяльнику. Розплавлений пластик краще прибирати грубою тканиною, витягнувши шнур із розетки.
Процес складання системи складається з наступних кроків:
- Пластикові труби потрібно спочатку ретельно оглянути на наявність будь-яких дефектів поверхні, тріщин чи слабких місць. Це необхідно зробити до початку монтажу. Важливо переконатися в надійності труб, особливо якщо з них буде зібрано приховану опалювальну систему. За маркуванням визначають значення температури нагрівання труб.
- на робочої поверхніНеобхідно нанести розмітку, визначивши, де будуть кріпитися гілки розведення трубопроводу. Тепер же виявляють слабкі місця системи, що збирається, зокрема, ділянки перетину стін з перекриттями, а також визначаються з методом врізання в існуючі комунікації. Для зручності роботи часто зварюють кілька окремих фрагментів, з'єднуючи їх потім воєдино.
- Інструментарій готують до роботи. Леза різака для труб заточують так, щоб при різанні виходив прямий перпендикулярний торець.
- Насадки паяльного обладнання очищають від залишків розплавленої пластмаси та бруду. Зробити це можна після попереднього нагрівання обладнання за допомогою ганчірки з бавовняної тканини або дерев'яної тріски. Вивчивши інструкцію виробника обладнання можна визначити, як правильно робити зварювання, яку температуру оптимально виставляти і протягом якого часу прогрівати труби та інші структурні елементи.
- Встановлені на паяльник насадки прогрівають до потрібної температури, доки пластик не почне розм'якшуватися і плавитися. При цьому внутрішня сторонафітинга та зовнішня поверхня труби склеюються, за рахунок чого і відбувається зварювання. Щоб правильно зварити, температура нагрівання повинна підбиратися, виходячи з перерізу фітинга і труби.
Якщо у вашому розпорядженні досить якісний інструмент, він обладнаний стійкою підставкою, а температуру нагріву можна регулювати. Такий паяльник зручний у використанні та практично безпечний.
Коли мова йдепро труби великого діаметра, які застосовують у системах опалення, технологічних або промислових магістралях великої довжини, для зварювання труб використовують спеціальне автоматизоване обладнання. Воно контролює температуру і рівномірно прогріває відрізки до потрібних показників.
Таким способом проводиться зварювання встик, причому стикувальні шви виходять міцними та герметичними.
- Поліпропіленові труби;
- Спеціальні ножиці для пластику;
- Спеціальний апарат для зварювання пластику- паяльник для поліпропіленових труб;
- Рідина для знежирення поверхонь. Не слід використовувати для цього ацетон або ацетоновмісні засоби, оскільки цей компонент здатний розм'якшити деталі;
- Фітинги (при муфтовому способі з'єднання);
- Маркер для нанесення відміток на пластиці;
- Будівельний рівень.
Армування
Перш ніж паяти труби, що описуються, необхідно дізнатися, якого виду поліпропілен в них використовується:
- Армований скловолокном.
- Армований алюмінієм.
Паяти своїми руками легше перший варіант, а зварювання у разі нічим не відрізняється від зварювання звичайного пластику. Труби армовані алюмінієм попередньо необхідно обов'язково зачистити. Для цього знадобиться спеціальний інструмент у вигляді гострого ножа – шейвер. Якщо використовуються чорні труби, де армуючий шар знаходиться між двома шарами пластику, для зачистки потрібно взяти торцювальник – вузький ніж, який дозволить виконати зачистку торця.
Вибираємо труби для опалення

Підбираючи нагрівальні насадки, необхідно враховувати діаметр труб, що з'єднуються, та інші важливі моменти:
- міцність;
- наскільки добре зберігається форма після зміни температури;
- теплопровідність.
Практично до всіх зварювальних апаратів підходять різні насадки. Це дуже зручно, коли потрібно змонтувати складну магістраль.
Кожен надівається елемент має два кінці. На одному нагрівається зовнішній бік деталі, на іншому – її внутрішня частина. Усі насадки мають тефлонове напилення, яке захищає поверхню від налипання розплавленого матеріалу. Розміри деталей знаходяться у діапазоні 2-6 см, що відповідає поширеним діаметрам циліндричних виробів.
Вибрати матеріал для монтажу опалення насправді не так вже й складно. Сучасний ринок пропонує чотири варіанти, і кожен має своє маркування:
- Поліпропілен під маркою PN 10 призначений для складання системи «тепла підлога» та холодного водопроводу.
- Марку РN 16 можна застосовувати для проведення холодної води та монтажу опалення, в якому теплоносій циркулює під низьким робочим тиском.
- Марка РN 20 - універсальний варіант, здатний витримати робочий тиск 2 МПа і температуру теплоносія 80 градусів.
- Марка РN 25 – армована поліпропіленова труба, придатна для монтажу опалення та систем гарячого водопостачання з температурою теплоносія до 95 градусів.
Важливі правила паяння поліпропілену
Існує маса моментів, які слід враховувати під час роботи з поліпропіленовими трубами. Їх недотримання призводить до зниження якості з'єднання фітингів та трубок, протікання та закупорки системи.
- Відхилення від правил монтажу виробів. Якщо труба введена у фітинг не до упору і між їх стінками утворюється проміжок, то звичайні навантаження для такого з'єднання можуть виявитися занадто високими, що неминуче призведе до протікання.
- Сильний натиск при з'єднанні елементів. При введенні розплавленого краю труби у фітинг тиск має бути мінімальним. Надмірне зусилля, що додається, призводить до утворення опливу пластику всередині труби, її закупорці або зниження прохідності.
- Неправильно підібраний матеріал. Конструкція із пластикових труб низької якості навіть при вмілому монтажі буде недовговічною. Купуйте поліпропіленові вироби тільки у перевірених постачальників та хорошої торгової марки.
- З'єднання труб різних виробників. Незалежно від якості пластикових труб, поєднувати елементи, виготовлені різними виробниками, не можна.
- Видалення опливів у процесі зварювання. Робити це не рекомендують – будь-який рух до застигання пластику призведе до ще більшої деформації.
- Повільний темп роботи. Поліпропілен після розігріву остигає за лічені секунди, тому дуже важливо не відволікатися і точними рухами за певний час зчепити деталі.
- Забруднений зварювальний апарат. Перед початком роботи тефлонова поверхня приладу повинна бути перевірена і при необхідності очищена від залишків залишків пластику або бруду.
- Залишок рідини у трубі. Не можна допустити потрапляння в трубу води, при нагріванні краплі перетворяться на пару, і з'єднання втратить міцність.
Під час роботи з поліпропіленовими трубами пам'ятайте, що розігрітий матеріал має дуже високу температуру. Вживіть запобіжні заходи: надягніть робу і товсті рукавички, щоб уберегти шкірні покриви у разі попадання гарячого пластику.
Жоден ремонт та будівництво не обходяться без монтажу пластикових трубопроводів. Виконуйте всі роботи згідно з інструкціями та поліпропіленові труби будуть служити довго та надійно.
Після закінчення фази фіксації всі шари зварного з'єднання втрачають пластичність, тепер готову деталь можна покласти на стіл. Але повну свою міцність деталь набуває лише після того, як усі шари зварного з'єднання охолонуть до температури 40ºС. Розрахунковий час остигання для з'єднань різного діаметра також зазначено у табл.1.
Таким чином, час зварювання поліпропіленових труб можна визначити як суму часу нагріву, перестановки, фіксації та повного остигання.
Таблиця 1 Технологічні інтервали для розтрубного зварювання поліпропіленових труб та фітингів (відповідно до DVS 2207-1)

Безумовно, щоб у результаті отримати коректно функціонувальну та довговічну систему, потрібно чітко дотримуватись правил та технології роботи з трубами ПП. А послідовність дій безпосередньо залежатиме від призначення проекту.
Виділяють такі види сполуки:
- Муфтове – у цьому випадку проводиться зварювання поліпропіленових труб у їх торцевих частинах із муфтою-фітингом. При цьому внутрішня частина муфти та зовнішня поверхня ПП труби розігріваються та поєднуються – процес називають «розрубним зварюванням». При дотриманні температури нагрівання зварювання поліпропіленових труб у такий спосіб виходить надійним і герметичним. Цим способом користуються найчастіше.
- Пряме стикування. При цьому торці з'єднують сусідніх гілок поліпропіленових труб. Як правило, цей метод застосовують для монтажу ліній із труб великого діаметра (від 40 мм і більше).
- Зварювання труб із ППіз застосуванням професійної техніки. Такий метод практикують, якщо потрібно поєднати труби великого перерізу. Зварювальний шов в даному випадку виходить дуже міцним і надійним. За умови, що температура прогріву та ступінь притиску підібрані коректно, можна стверджувати, що труби будуть з'єднані абсолютно герметично.
- Монтаж трубопроводу з використанням фітингівзатискного або самофіксуючого типу. Таке кріплення є актуальним для магістральних ліній, у яких рівень тиску досить низький.
- Метод холодного зварювання. Для цього використовують суміші, що клеять, або склади з високим ступенем адгезії, які швидко застигають. Ці матеріали здатні забезпечити надійне кріплення та герметичність шва. Крім того, дуже актуальною є така технологія зварювання поліпропіленових труб для опалення, якщо використовувати електроустаткування неможливо.
Варто відзначити, що довговічність та надійність зварювальних швів залежить ще й від класу використовуваного обладнання. Крім того, перед початком роботи пластикові труби потрібно очистити від води, бруду та будь-яких. жирних плям, перевірити гладкість та рівність торцевих зрізів. Важливо також, щоб під час зварювання труб ПП була досягнута температура плавлення пластику, інакше шви не будуть герметичними та міцними.
Технологія зварювання поліпропіленових труб називається муфтовою, або розтрубною. З'єднання труб відбувається не стик у стик, а за допомогою фітингів – додаткових провідників, якими при температурі 260 градусів спаюють краї труб.
При монтажі пластикового трубопроводу виникає необхідність обрізати поліпропіленові труби посередині або зрештою, щоб підігнати їх за розміром і з'єднати один з одним. Існує кілька способів нарізки – для кожного потрібен окремий інструмент:
- Труборіз акумуляторного типу – це ножиці, забезпечені електричним приводом. Висока швидкість обрізки - їхня головна перевага. На кожну трубу ви витратите близько 5 секунд. Мінус – обмеження в діаметрі заготовки, що нарізається.
- Труборіз роликового типу – принцип дії інструмента нагадує роботу закочувального ключа для консервації. Зріз інструментом виходить рівним, без рваних країв. Їм роблять кілька обертів навколо труби, потім підкручують ролик із твердих сплавів та провертають ще кілька разів. Мінус - неможливість застосування, якщо труба прилягає впритул до стіни і її не можна зняти.
- Професійні ножиці для розрізання труб із пластику – складаються з верхнього гострого ножа та нижнього тримача. Користуватися пристроєм легко – відзначивши потрібну довжину на трубі, кладете її між лезами та обрізаєте. Край буде рівний, без крихти та уривків.
- Електричний лобзик - спосіб зручний, але може дати невеликий скіс, тому трубку ріжуть, кілька разів провертаючи.
- Болгарка будь-якої потужності – обрізають пластик, не чинячи сильного тиску, використовують диск по металу.
Після обрізки торець поліпропіленової труби обробляють шліфувальною шкіркою, щоб видалити всі можливі задирки та зачіпки.
- Зварювальний апарат має бути встановлений на спеціальній підставці – струбціні.
- Переконайтеся, що контактна поверхня апарата не має забруднень. Якщо на них прилипли зайві частинки або пил – тефлоновий шар очистіть грубою тканиною, змоченою у спирті.
- На датчику температури виставте 260 градусів.
- Підключіть апарат для зварювання до електромережі та натисніть кнопку увімкнення.
- Нагрівання відбувається не більше ніж за 15 хвилин, залежно від температури навколишнього середовища.
Після нарізки та розмітки труби готові до зварювання. Можна розпочинати наступний етап – нагрівання деталей.
| Діаметр труби, мм | Час нагріву, з | Час зварювання, з | Час очікування, хв. |
| 16 | 5 | 4 | 3 |
| 20 | 5 | 4 | 3 |
| 25 | 7 | 4 | 3 |
| 32 | 8 | 4 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 5 |
| 63 | 24 | 6 | 6 |
| 75 | 30 | 8 | 8 |
| 90 | 40 | 8 | 8 |
| 110 | 50 | 10 | 10 |
| 160 | 80 | 15 | 15 |
Як робиться зварювання поліпропіленових труб – технологічні методи
Рис. 4 Нагрів труби
Морально застарілі, важкі та дуже складні в монтажі металеві труби застосовуються з різною метою все рідше. На зміну їм поступово приходять сучасні, якісні вироби із синтетичних матеріалів. У цій статті ми розповімо про те, як здійснюється зварювання поліпропіленових труб, і наведемо їх основні переваги перед іншими аналогами.
Труби з поліпропілену застосовують головним чином для монтажу. опалювальної системита водопровідних комунікацій. Технологія їх зварювання, за наявності спеціальних інструментів, не складає труднощів і може бути виконана навіть новачком у будівельній справі. Зазначимо, що прийнятно використовувати труби із пластику в температурному діапазоні між -10 ℃ та 90 ℃.
Ставимо деталі на прогрівання
Коли зварювальний апарат досягне робочого режиму, світиться лампочка. Труба вставляється в муфту, а фітінг - на дорн. Якщо провести таку роботу одночасно досить складно, спочатку монтується важкий сполучний елемент.
Зварювальні деталі обов'язково мають невеликий припуск, який починає вичавлюватися при їх монтажі. Так виходить кільцеподібний валик (грат). Щоб зрушити таке кільце, потрібно докласти деяких зусиль, але робити це слід плавно і повільно, щоб грати набули правильної форми. Фітинг, що вільно надівається на дорн і не утворює кільцеподібного валика, вважається бракованим.
При монтажі деталі необхідно обов'язково стежити за глибиною установки. Як тільки елемент упреться у вершину дорну, потрібно припинити тиск, інакше можна пошкодити торець труби та пом'яти обмежувач фітингу. Щоб контролювати глибину занурення деталі в муфту, на деякій відстані від торця робиться відповідна позначка. Однак ця процедура необов'язкова, тому що в основному фітинг вставляється в оправку, поки не торкнеться упору.
Після того як деталі були встановлені в муфту апарату та його дорні, потрібно почекати кілька секунд, поки поверхні добре не оплавляться. Важливо правильно визначити тривалість нагріву. Цього часу має вистачити для отримання в'язкого та плинного стану поліпропілену.
Якщо період нагрівання буде надто великим, деталі стануть дуже м'якими. Виробники пластмасових труб розробили спеціальні таблиці, в яких зазначено час нагріву певної марки поліпропілену. У цьому випадку враховуються також товщина стінки та переріз труби.
Коли фітинги поєднуються з циліндричними виробами, кут провертання деталей не повинен перевищувати 5 градусів. Якщо стик зроблений правильно, грат матиме однакову товщину з усіх боків.
Методика ручного зварювання пластикових труб
Промисловий фен для зварювання поліпропіленових труб використовують у кількох випадках:
- для з'єднання двох відрізків труби;
- виготовлення фасонної деталі;
- для монтажу коліна із окремих елементів.
При паянні пластику будівельний фен постачають відбивачем – насадкою зі спеціальним покриттям, до якого не прилипатиме розплавлений матеріал.
Встановивши фен лежить на поверхні столу, налаштовують його за мінімальний потік повітря. Насадку нагрівають до певної температури та притискають до неї торці обох пластикових заготовок. Відразу після розм'якшення поліпропілену труби з'єднують один з одним.
У цьому положенні суміщені деталі тримають до 30 секунд. Цього часу вистачає, щоб вони злиплися та затверділи.
Внаслідок зварювання будівельним феномз'єднання виходить міцне та надійне.

Серед головних переваг поліпропіленових труб можна назвати:
- довговічність;
- широкий температурний діапазон використання;
- невелика маса виробів;
- зручність та швидкість монтажу;
- відсутність корозії внутрішньої поверхні;
- їх вартість можна порівняти з металевими аналогами.
Міжнародне маркування з буквеним позначеннямполіпропілену PN та цифровими значеннями вказує на рівень тиску, прийнятний під час експлуатації цього виробу. Крім того, за маркуванням можна дізнатися, як саме потрібно проводити зварювання труб з поліпропілену, і для яких цілей вони можуть бути використані.
Зокрема, якщо йдеться про систему опалення, то вироби та зварювальні шви мають бути достатньо міцними, щоб витримати умови перманентного нагрівання та високого тиску.
Варто зазначити, що пластикові труби служитимуть довго і без збоїв, якщо забезпечити їм правильні умови експлуатації. Розміщувати їх потрібно подалі від джерел прямого теплового випромінювання – опалювальних казанів, сонячного світла, промислових приладів. Крім того, надійність з'єднань буде гарантована при грамотному дотриманні температури для зварювання поліпропіленових труб, а також мінімальній кількості елементів, що скріпляються встик.
Перед початком будь-яких робіт слід зайнятися проектуванням майбутньої системи. На цьому етапі проробляють схему розташування структурних елементів, визначають послідовність складання системи, а також вирішують, як виконуватиметься зварювання фітингів і поліпропіленових труб і врізання в частину у відповідь трубопроводу.
Тоді ж потрібно вирішити, як проводитиметься зварювання самих труб між собою – це залежить від геометрії та конфігурації майбутнього трубопроводу. Крім того, прораховують кількість необхідних поворотних фітингів, з'єднувальних муфт, трійників та інших допоміжних елементів, які потрібно буде закупити, перш ніж приступати безпосередньо до роботи.
У процесі роботи не виключена ймовірність деяких змін у схемі розведення, однак це буде зробити неважко, адже збірка ПП труб дуже проста і зручна.
Якщо проводити всі роботи вручну, то особливо складних інструментівабо професійних навичок не потрібно. Головне, дотримуватися схеми та послідовності монтажу, і тоді опалення, водопровід чи інші комунікації будуть цілком герметичними та якісними.
Перелік інструментарію для роботи виглядає так:
- Різак або ножиці для різання пластику. Оптимально підходять ножиці гільйотинного типу, оснащені зубчастим вузлом передачі зусилля та міцним лезом.
- Пристрій для зачистки армованих поліпропіленових труб – це може бути простий ніж із коротким міцним лезом.
- Спирт (етиловий чи ізобутиловий) – він знадобиться для знежирення поверхні труби перед зварюванням. Популярний при роботі з лакофарбовими матеріалами знежирювач – ацетон, застосовувати для ПП труб не можна, оскільки він зробить поверхню пористою та неміцною.
- Інструмент для зварювання, тобто спеціальний паяльник для труб ПП. Він виглядає як поверхня, здатна нагріватися до 260 ℃ (дорн), на якій кріпляться гнізда під фітинги та труби. Бувають паяльники трубоподібні та виконані у формі довгастого молота. У найбільш важкодоступних місцях зручніше оперувати трубоподібним інструментом.
- Рулетка для виміру довжини ділянок, щоб можна було робити різання матеріалів максимально точно без подальшого підганяння та підрізування;
- Шаблон із короткого шматка труби з великим діаметром і, бажано, з денцем. По довжині він повинен точно збігатися з глибиною занурення труби у фітінг. Для з'єднання встик шаблон не знадобиться.
Якщо всі роботи зі зварювання поліпропіленових труб та інших структурних елементів були проведені точно і правильно, в результаті після повного застигання шва повинен вийти рівний борт, висота якого однакова по всьому колу.
Якщо температура прогріву порушена і у внутрішній частині елементів трубопроводу вийде наплив зайвого розплавленого пластику, внутрішній діаметр труби скоротиться. Це призведе до зростання тиску всередині системи та погіршення проходження води або теплоносія по трубах. Отже, якість стикувальних швів залежить ще й від сумлінності підходу до роботи.
Охолодження з'єднання
Цей інструмент називається шейвером і широко використовується під час роботи з армованими трубами. Для зручності монтажу розтруб фітинга виконаний таким чином, що дозволяє з'єднатися тільки з обробленим шейвером патрубком. Глибину зачищення патрубка визначають з урахуванням глибини розтруба 2мм.
Якщо потрібно виправити виконану роботу, технологія дозволяє це зробити протягом декількох секунд. Деталі не повинні зазнавати ніякого тиску, поки матеріал остаточно не затвердіє, що триває приблизно 2-4 хвилини.
Орієнтовні параметри тривалості зварювальних операцій можна переглянути у спеціальній таблиці. Точніші значення вказуються виробниками фітингів та продукції з ПП.
Для того, щоб правильно змонтувати систему, необхідно точно витримувати технологію монтажу ПП труб. Цільове призначення проекту визначає послідовність складання системи та те, як правильно зварювати (варити) поліпропіленову трубу.
Види стикування:
- муфтове з'єднання - при цьому кінцева частина ПП труби зрощується з відведенням, що продовжує, за допомогою фітинга у вигляді муфти. В цьому випадку найчастіше застосовується така технологія зварювання поліпропіленових труб, коли розігріваються зовнішні поверхні поліпропіленових труб і внутрішні поверхні муфти стикувань, так зване «розрубне» зварювання. Результат – міцне, надійне та герметичне з'єднання, при дотриманні всіх етапів зварювання та температури прогріву. Спосіб розтрубного зварювання поліпропіленових труб найбільш поширений;
- з'єднання встик. Зварювані поверхні – торцеві зрізи провідної гілки та частини поліпропіленового трубопроводу-відповіді. Стикове зварювання найчастіше застосовується при прокладанні труб великого (від 40мм і вище) діаметра.
- технологія зварювання поліпропіленових труб великого діаметра передбачає використання спеціального професійного обладнання. З'єднання має високу міцність. Якщо правильно вибрана температура та зусилля притиску, то з'єднання виходить герметичним;
- з'єднання з використанням затискних або само- фіксованих фітингів. Раціонально використовувати для магістральних трубопроводів з низьким рівнемтиску;
- холодне зварювання поліпропіленової труби.

Використання клейових складів та швидко застигаючих компонентів з високою адгезією для створення міцних та герметичних швів.
Труби невеликого діаметру найпростіше з'єднати за допомогою фітингів
Холодне зварювання дозволяє вирішити завдання, як зварити поліпропіленову трубу для опалення в місцях, де немає можливості використовувати електрообладнання.
Розробка комплектації системи дозволяє здійснювати конструювання трубопровідної схеми будь-якої складності та конфігурації. Зварювання такого виду труб робиться «на віки», надалі здійснити роз'єм зварного з'єднання буде неможливо.
Стичне зварювання поліпропіленових труб
При паянні виробів із ПП встик торці деталей нагріваються гарячим інструментом до оплавлення. Потім елементи з силою притискаються доти, доки не відбудеться охолодження шва. Така технологія відрізняється своєю простотою.
При всій своїй простоті стикове зварювання тільки здається таким доступним. Насправді для цього необхідно вирішити кілька проблем, що практично неможливо зробити в побутових умовах.

Труби повинні точно поєднуватися по осі, при цьому допускається відхилення від товщини стінок всього на 10%. Тиск на деталі, що притискають циліндричні вироби до площини нагрівального дзеркала при дії високої температури, повинен бути лише певний час. Тільки так може вийти якісне з'єднання. При виконанні торцювання необхідно, щоб торець мав ідеальну перпендикулярність.
Перерахованими вище умовами досить важко слідувати без додаткового приладу – спеціального центратора. Він обладнаний електричним приводом, що створює певне зусилля стиснення. Крім того, цей пристрій оснащений торцювальником.
Інакше кажучи, щоб провести стикове зварювання поліпропіленових труб невеликого діаметру, знадобиться більша кількість спеціального обладнання, порівняно з попереднім методом з'єднання. Враховуючи той факт, що при зварюванні враструб виходить якісніша стикування за рахунок замкового з'єднання, домашні умільці вважають за краще використовувати саме цей спосіб суміщення труб.
Стикове зварювання виробів з ПП в основному застосовується на виробництві, коли необхідно з'єднати конструкції великого перерізу при монтажі прямої ділянки інженерної споруди з циліндричних виробів.
Заміна чи встановлення водопровідних трубз нуля – процес відповідальний, тому матеріал має підбиратися дуже ретельно. Він має бути довговічним, стійким до корозії, зручним у роботі. Найкраще, на сьогоднішній день, для цієї мети підходять поліпропіленові труби. Серед переваг матеріалу – термін служби понад 50 років, простота монтажу, відносна дешевизна матеріалу та багато інших плюсів. Встановлення нового розведення опалення або водопостачання відбувається за допомогою технології паяння, воно ж зварювання пвх труб. Зварювання поліпропіленових труб своїми руками – найпростіший процес, з яким після невеликої підготовки зможе впоратися будь-який господар. Нижче, розглянемо, що є технологія зварювання поліпропіленових труб, її нюанси.
Основний матеріал – пластикові труби, має свої особливості та класифікується за низкою ознак. Перше, що впадає у вічі це – колір. Вони можуть бути пофарбовані в зелений, сірий, білий або чорний колір. Маркування чорним кольором означає, що у складі застосовані спеціальні добавки, що перешкоджають руйнуванню матеріалу під впливом ультрафіолету і можуть прокладатися безпосередньо по грунту. Інші кольори не мають відмінностей пов'язаних із забарвленням і застосовуються всередині приміщень або під шаром ґрунту.
Класифікація труб за призначенням:
- для холодного водопостачання (маркуються синьою смугою, гранична температура води 45 °C).
- для гарячого водопостачання (маркуються червоною смугою, гранична температура 85 °C).
- універсальні (маркуються синьою та червоною смугами, температура може досягати 65 – 75 °C, залежно від виробника).

Моделі для гарячого, холодного водопостачання та універсального типумають маркування, яке вказує на додаткові експлуатаційні показники матеріалу:
- PN10 – маркування виробів для холодної води, які використовуються при тиску системи до 1 МПа (не для квартирних трубопроводів);
- PN16 – маркування застосовується в універсальних трубах та холодній воді. Такий матеріал витримує температуру до 65 °C і тиск 1.6 МПа;
- PN20 – матеріал з потовщеною стінкою, що витримує тиск до 2 МПа та температуру 85C (зварювання труб опалення);
- PN25 – труби, посилені армуючим шаром скловолокна чи фольги. Витримують тиск до 2.5 МПа та температуру води 95C.
Необхідне обладнання та інструменти
Для зварювання поліпропіленових труб знадобиться певний набір обладнання, це:
- Сам апарат для зварювання;
- Набір нагрівальних насадок різного діаметра;
- Прилад для різання;
- Шейвер – пристрій, що видаляє армуючий шар (необхідний під час роботи з маркуванням PN25);
- Фаскосниматель – прилад, необхідний вирівнювання торців зрізу (необхідний якщо пластикові виробивідрізаються ножівкою або відповідним інструментом, що не дає ідеально плоский торець зрізу).

Необхідні інструменти для зварювання ПП
Технологія зварювання враструб – покрокова інструкція
Розтрубне зварювання має на увазі собою з'єднання труби і фітинга, шляхом вставки деталей один в одного. Таке зварювання поліпропіленових труб своїми руками вважається найпростішим, є ще стикова система зварювання, але технологія, що використовується там, може ускладнити роботу, особливо в домашніх умовах. Тому нижче ми описали як проходить поетапний процесзварювання поліпропіленових труб.
Різання труб
Ріжуть матеріал призначеним для цього інструментом. Якщо такого немає, то різ можна зробити ножівкою або іншим доступним інструментом, головне – не пошкодити геометрію та зберегти площину різання рівною. Для останнього призначений фаскознімач, їм зачищають торець, у яких армуючий шар ближче до внутрішнього діаметру. Інакше цей елемент може утворити нещільні з'єднувальні проріхи та викликати текти.
Поліпропіленову трубу відрізають за розміром спеціальним ножем з тріскачкою
Підготовка труб та фітингів
Перед зварюванням труби з зовнішнього боку знежирюють спиртом, а фітинги зсередини. Для армованих виробів використовують спеціальний прилад, який знімає зміцнювальний шар - шейвер.
Врахуйте, що деякі виробники радять використовувати шейвер і для звичайних через можливу еліпсність матеріалу у зрізі.

Шейвер для зачистки верхнього армованого алюмінієм шару
Підготовка зварювального апарату
Незважаючи на те, що більшість пристроїв мають власні опорні елементи, пристрій слід міцно зафіксувати в лещатах або струбцинами до столу. Прилад дуже легкий, тому незакріпленим може легко впасти і зламатися або викликати пожежу.
У зафіксований апарат для зварювання ставимо муфту та дорн.
Насадки для зварювання
Виставляємо тумблер на потрібне значення температури. Для поліпропілену це 270 градусів, але трапляються випадки, коли потрібна нижча або висока температура. Ці значення беремо із супровідної документації до нашого матеріалу та використовуючи інструкцію до паяльника, підбираємо оптимальну температуру.
Встановлення деталей на прогрівання
Технологія зварювання поліпропіленових труб передбачає, що коли пристрій вийшов на робочу температуру (загорівся зелений індикатор або спрацював звуковий сигнал) можна приступати до встановлення деталей, що зварюються на апарат для зварювання труб.
Відріз повільно вставляємо в муфту до упору при цьому утворюється грат - зайвий матеріал, при надяганні валик, що скочується. Дуже важливо при надяганні стежити, щоб грат мав правильну форму, без розривів та інших дефектів. Якщо деталь вставляється без видимого зусилля або відсутня грант, можна вважати її дефектною і слід замінити її. Те саме стосується фітингу, який також має надягати з видимим зусиллям на дорн до упору.
Важливо! Установку на прогрівання та зняття слід проводити натискаючи на деталь строго перпендикулярно нагрівальному елементу. Тиск під кутом або зняття деталей з їх відведенням під певний кут заборонено.
Зварювання
Коли елементи, що зварюються, встановлені на своїх місцях їм потрібно дати певний час, щоб матеріал набув в'язкотекучості і при цьому зварювальний пруток з поліпропілену не втратив свої несучі властивості. Нижче наведено приблизні параметри, що підходять для зварювання труб з поліпропілену різного діаметру. Варто врахувати, що значення усереднені, а точніші, виробник вказує на супровідну документацію.

Температура зварювання поліпропіленових труб, час остигання, залежно від товщини
Для орієнтування в наведених у таблиці термінах слід дотримуватися наступних визначень:
- Час нагрівання відраховується з дотику деталі з упором нагрівального елемента.
- Час з'єднання – параметр, який показує, як довго слід тримати труби для зварювання поліпропілену після їх збирання.
- Час остигання - часовий проміжок, який слід витримати для повного застигання та отримання монолітної зв'язки.
Складання деталей
Знявши з нагрівальної насадки, деталі їх слід зібрати. Для з'єднання труб пвх фітінг встановлюється під необхідним кутом і єдиним рухом труби з'єднуються разом.

При цьому заборонено провертати деталі. Утримуємо деталі, зберігаючи їхню нерухомість, але не прикладаючи зусиль, як при надяганні.
Час, який пройде між зняттям зі зварювального апарату, до безпосереднього складання має бути мінімальним. В іншому випадку деталі охолонуть, і не зваряться або з'єднання буде низької якості.
Зверніть увагу! Для зварювання поліпропіленових труб великого діаметру 40 – 50 мм, ручні способине підходять і необхідне використання спеціального центрувальника.
Охолодження з'єднання
Важливий момент, коли не слід чіпати деталь, у тому числі намагатися приміряти її і таке інше. Після охолодження зварений контур із поліпропіленових труб своїми руками готовий до використання.
Помилки при зварюванні
Зварювання пластикових труб своїми руками, особливо у новачків, спричинить появу низки помилок. Ми вибрали найчастіші, щоб ви могли розуміти, як правильно зварювати деталі, на що слід звернути увагу.
- Груба підготовка – найпростіша і найчастіша помилка. Неправильне формування кромки, бруд, вода та жир у місці зварювання труб з поліпропілену та подібна зневага підготовкою призводить до того, що місце з'єднання втрачає свою монолітність.
- Помилки позиціонування – дефекти, що виникають під час збору. Це спроби провернути деталь після збирання, спроби видалити напливи під час збирання. Все це означає остигання деталей з подальшим зниженням якості зварного шва.
- Неправильний матеріал. Тут ми звертаємось до особливостей зварювання пп труб. Поліпропілен від різних виробниківможе мати різну температуру плавлення, а отже одна з деталей може бути недогріта або перегріта. Також така проблема виникає при спробах зварити дві труби різного діаметру.
- Неякісне складання – сюди слід віднести надмірний тиск при зборі, недостатній тиск, збільшення проміжку між зняттям виробу з апарату для зварювання та збором.
Всі описані проблеми зустрічаються досить часто і у своїй більшості з'являються через звичайну недбалість виявлену зварювальником. Уникнути проблем допоможе інструкція зі зварювання поліпропіленових труб, представлена вище, пробна спроба варити стандартні з'єднання та обробка поліпропіленових труб у важкодоступних місцях.
Для зварювання поліпропіленових труб тих діаметрів, які зазвичай використовують у системах подачі питної води, гарячого водопостачання та опалення, достатньо стандартного набору інструменту для поліпропіленових труб: зварювального апарату, нагрівальних насадок, тримача для труб, підставки, шаблону отворів, ножиць, рулетки, болтів для закріплення насадки, шестигранного ключа, рівня та гайкових ключів.
При зварюванні невеликих виробів застосовують компактний переносний апарат потужністю до 1500 Вт, таких як “Candan СМ – 01” або “Candan СМ – 03”, що працює від мережі напругою 220 В. Найважливіша частина зварювального апарату – насадки для паяльника, що нагрівають внутрішню і зовнішню поверхню деталей, що підлягають з'єднанню. Насадка складається із двох деталей. Труба приєднується до деталі з отвором. У фітінг вставляється інша деталь насадки. Насадки встановлюють та прикручують до початку процесу нагрівання. Поверхні насадок покриті тефлоном, який допомагає утримувати насадки в чистоті, запобігає прилипанню розплавленого пластику до зварювального апарату та сприяє правильному перебігу процесу зварювання двох однорідних матеріалів. Тому тефлонове покриття завжди має бути чистим і не повинно мати жодних пошкоджень. Щоб продовжити термін служби насадок, їх слід захищати від впливу металевих інструментів, ударів, бруду та олії. При роботі поза майстернею зварювальний апарат для поліпропіленових труб слід встановлювати на спеціальну підставку. Різання труб діаметром до 63 мм здійснюється за допомогою ножиць (різака для труб). Для труб більшого діаметра використовують спеціальні ножиці чи металеву пилку.
Послідовність операцій при зварюванні поліпропіленових труб:
– Відрізати трубу потрібної довжини, труби мають бути обрізані перпендикулярно до центру труби. Глибину зварювання слід відміряти від кінця труби та відзначити. У труб із алюмінієвим шаром необхідно зняти зовнішній шар поліпропілену та видалити алюмінієву фольгу спеціальним інструментом(Шейвер).
– Поверхні поліпропіленових труб і фітингів, що з'єднуються, слід очистити. Зварювальний прилад повинен нагрітися до 260 °C. Зварювання поліпропіленових трубпроводиться лише після того, як вимкнеться контрольний індикатор. Особа, яка здійснює зварювання, повинна перевірити зовнішню поверхню труби та внутрішню поверхнюфітинги, які були нагріті зварювальним апаратом, щоб переконатися, що вони нагріті до необхідного стану (необхідно переконатися – чи достатньо м'який пластик). Труби та фітинги повинні бути нагріті одночасно. Відразу після нагрівання труба повинна бути вставлена у фітинг і притиснута до осі. Не слід рухати деталі під час процесу сплаву та змінювати їх положення після першої секунди з'єднання. Час, необхідний для нагрівання, з'єднання та охолодження поліпропіленових труб, залежить від їхнього розміру.
Для того щоб паяння поліпропіленових трубпройшла надійно і якісно, слід суворо дотримуватися зазначеного часу нагріву. Якщо нагрівати деталі більше за належний час пластик розплавиться занадто сильно і деталі деформуються. Якщо ж нагрівати деталі менше за встановлений час – вони не досягнуть необхідного для сплавлення стану, що в подальшому може призвести до протікання.
Час нагріву поліпропіленових труб
Способи кріплення труб повинні мати розміри, що відповідають діаметрам труб, що монтуються. кріплення, що нерухомо і рухомо фіксуються, повинні бути обрані так, щоб не пошкодити зовнішню поверхню труб.
Оптимальні сполучні та кріпильні деталі – покриті пластиком тримачі, призначені для синтетичних труб. Нерухомо фіксуючі кріплення використовують для закріплення труби та утримання її у певних точках з метою запобігання небажаним рухам. При встановленні труби слід визначити, у яких точках (на кожній її ділянці) будуть розташовані нерухомі кріплення, що фіксують. Таким чином, рухи труби обмежуються та забезпечується стабільність трубопроводу. Крім того, слід визначити місця знаходження фітингів і вибрати відстань між нерухомими фіксуючими кріпленнями таким чином, щоб не заважати подовженню труби і труба могла б витримати навантаження у разі збільшення тиску.
При кріпленні труб до стелі відстань між кріпленнями не повинна бути більшою. Зазначимо, що на стелі не слід використовувати кріплення, що рухомо фіксують. При встановленні труб, що виводять (якщо труба прикріплена прямому вихідного отвору) відсутня необхідність у використанні підвісних компенсаційних пристроїв. Щоб компенсувати дію сили термічного розширення труби, тримачі та кріплення повинні бути правильно розташовані та міцно прикріплені до стіни.
Рухливі кріплення, що фіксують, повинні бути встановлені так, щоб не перешкоджати руху в осьовому напрямку і не пошкодити зовнішню поверхню труби. При приєднанні фітинга з арматурою слід забезпечити трубі вільний рух, який здійснюється, по можливості, в осьовому напрямку, а не під кутом.
Типи труб із поліпропілену
Термін служби виробів залежить від температури середовища та тиску, створюваного в них. При правильному виборі типу матеріалу вдається суттєво продовжити його експлуатаційні можливості.
Виділяють 4 різновиди трубних матеріалів, що мають різні характеристики, залежно від температури їх експлуатації.
Матеріали марки PN10 належать до виробів, призначених для холодного водопостачання. Вони не здатні витримувати високу температуру середовища. Другий тип з маркуванням PN16 відноситься до виробів змішаного типу та призначений для холодного та гарячого водопостачання, але з обмеженням температури експлуатації. PN20 та PN25 є матеріалами, призначеними для гарячого водопостачання. Такі трубопроводи здатні витримувати дію високих температур, а вироби під маркуванням PN25 додатково армовані металом, що збільшує їх термін служби та здатність витримувати великий тиск температурний режим.
Комплект для зварювання труб
Якщо зварювання поліпропіленових виробів доводиться проводити регулярно, то доцільно придбати спеціальний зварювальний комплект, який одразу продається у відповідній валізці. Середня вартість його становить близько ста доларів, а складається він із:
- нагрівального елемента;
- тефлонових насадок різних розмірів;
- ножиць для різання поліпропіленових труб;
- болтів, якими кріпляться на нагрівальному елементі насадки;
- рівня;
- підставки для нагрівального елемента;
- шестигранника для закрутки болтів.
У випадку ж, коли зварювальні роботи виробляються час від часу, більш раціонально взяти зварювальне обладнання в оренду.
Види та призначення
Труби з поліпропілену можуть бути чотирьох кольорів – зелені, сірі, білі та чорні. Відрізняються характеристиками лише чорні – вони мають підвищену стійкість до ультрафіолету та використовуються при прокладанні системи поливу по ґрунту. Всі інші мають схожі властивості і прокладаються в приміщеннях або закопуються в ґрунт.
За призначенням поліпропіленові труби бувають наступних видів:
- Для холодної води (температура +45°C). Відрізнити їх легко по поздовжній смузі блакитного кольору.
- Для гарячого водопостачання (нагрівання до +85°C). Відмінна риса – смуга червоного кольору.
Універсальні (максимальне нагрівання до +65-75°C залежно від виробника). Наноситься дві смуги поряд - блакитна та червона.
Як для холодної, так і гарячої води є труби з різними характеристиками. Відображається це у маркуванні:
- PN10 використовуються виключно в системах холодного водопостачання (+45°C) з низьким тиском (до 1 МПа). Мають невелику товщину стінок. Для багатоповерхівок не підходять.
- PN16. Часто маркуються як універсальні, але найчастіше використовують для холодної води - витримують нагрівання середовища до +65°C та тиск до 1,6 МПа.
- PN20. Товстостінні труби, які можуть транспортувати середовище з температурою до +80°З, витримують тиск до 2 МПа. Використовуються для розведення гарячої води та системи опалення.
- PN25. Це армовані поліпропіленові труби (фольгою чи скловолокном). За рахунок наявності армуючого шару часто мають меншу товщину стінок, ніж PN20. Температура нагрівання середовища – до +95°C, тиск – до 2,5 МПа. Застосовуються для гарячого водопостачання та опалення.
Всі вони випускаються різних діаметрів - аж до 600 мм, але в квартирах та приватних будинках використовуються в основному розміром від 16 мм до 110 мм.
Зверніть увагу, що вказується внутрішній діаметр, оскільки товщина стін може бути різною.
Етап другий. Зварювання поліпропіленових труб

Для цієї процедури знадобиться електричний лобзик (різання поліпропілену) та спеціальне зварювальне обладнання.

Крок перший.
Поки апарат розігрівається, проводяться необхідні вимірювання, труби розмічаються та нарізаються.

Крок другий.
Торці виробів, які планується з'єднати між собою, ретельно зачищаються та знежирюються.
Крок третій.
За допомогою олівця відзначається глибина входження кожного виробу у гільзу. Характерно, що при цьому повинен залишатися мінімум міліметровий зазор, тому труби не впираються в сполучну муфтуфітінг.

Крок четвертий.
ПП трубу з фітингом надягають на гільзу відповідно до зроблених позначок, причому нагрівання всіх елементів має відбуватися одночасно.
Тривалість нагріву залежить не тільки від діаметра виробів, а й від глибини зварювання (про це можна дізнатися з наведеної нижче таблиці).

Крок п'ятий.
Після закінчення певного терміну вироби знімаються і з'єднуються, з незначним зусиллям сідаючи один на одного. Заборонено при цьому повертати елементи осьової лінії.

Крок шостий.
Протягом кількох секунд після з'єднання виконується первинне коригування, далі елементи фіксуються остаточно.

Якщо місці з'єднання не залишилося ніяких зазорів, його (з'єднання) вважатимуться якісним.
Виготовлення зварювального апарату
Зважаючи на те, що більш-менш хороший коштує понад тисячу рублів, дешевше взяти його в оренду або зробити самому. Якщо було обрано останнє, то для роботи слід підготувати:

Послідовність дій має бути наступною.
Крок перший.
З метою покращення теплопередачі підошва праски обробляється термальною пастою, потім фіксується тефлонова гільза. Розташування останньої визначається заздалегідь – широкою частиною вгору чи вниз.
Крок другий.
Спилюється гострий «носик» для більш зручної роботибіля стін.
Крок третій.
Нагрів праски проводиться до тих пір, поки пристрій не вимкнеться вдруге.
Крок четвертий.
Добре, якщо праска обладнана термодатчиком – це дозволить з точністю визначити температуру нагріву. Але є й простіший спосіб – за допомогою свинцю. Цей метал плавиться при 230?С і вище, що приблизно збігається з необхідною для зварювання температурою.
Подальша технологія ідентична описаній вище.
Необхідні інструменти
самі поліпропіленові труби;
Спеціальний апарат для зварювання таких труб;
Зварювальний апарат
Ножування для їх різання, спеціальний різак часто продається в комплекті зі зварювальним апаратом, при великих обсягах робіт можна використовувати кільцевий різьбяр або спеціальні ножиці;
Знежирювач (етиловий або ізобутиловий спирт); ацетон у разі застосовувати заборонено, оскільки він здатний розм'якшувати пластик;
Фаскосниматель: його внутрішня частина нагадує точилку для олівців, однак, оскільки фаска повинна зніматися рівно, ножі розташовані під іншим кутом; замінити фаскознімач можна звичайним напилком та ножем;
 Фаскознімач для пластикових труб
Фаскознімач для пластикових труб
Шейвер: інструмент для зняття армованого шару (якщо наші труби мають шар армування).
 Шейвер
Шейвер
Порада.
Труби, що підходять близько до котла опалення (на відстань ближче за півметра), повинні бути виготовлені тільки з металу. З поліпропіленом їх з'єднують за допомогою перехідників із зварного з'єднання на різьбове.
Робота з трубами з поліпропілену
Сьогоднішня система монтажу труб з поліпропілену включає все необхідні елементидля з'єднання труб усіляких розмірів, обводи, арматуру, кріплення та включення. Процес складання досить простий і за наявності необхідних навичок відбувається швидко.
Комплект елементів можна підібрати так, як вам хочеться, так що в результаті вийде унікальна система. Складність та комплектація залежить тільки від уподобань та побажань замовника, тобто вас. Єдиною особливістю, яку деякі належать до недоліків поліпропілену, є зварний метод з'єднання. Після зварювання вже неможливо роз'єднати труби та виправити помилку. Тому потрібно заздалегідь все продумати та постаратися уникнути неточностей у діях.
Якщо розбити процес зварювання труб на окремі кроки, то він виглядатиме так:
- Паяльником для поліпропілену необхідно нагріти обидві деталі, які ви хочете прикріпити одна до одної.
- Після цього треба з'єднати нагріті деталі;
- Через невеликий проміжок часу вийняти з апарата елементи, що вже скріплені між собою.
Зварювання забезпечує елементам настільки міцне з'єднання, що роз'єднати деталі, не зламавши їх практично неможливо. Ось чому поліпропіленові труби вважаються якісними, довговічними та здатні витримувати практично будь-який тиск.
Основні етапи роботи
1. Беремо трубу потрібного розміру.
2. Очищаємо її краї від задирки, утворених при різанні, напилком або фаскознімачем.
3. Олівцем відзначаємо на кінці труби (див. фото), яку ділянку нам необхідно розплавити, тобто намічаємо те місце, куди надіватиметься фітинг.
 Намічаємо олівцем місце спайки
Намічаємо олівцем місце спайки
4. Обробляємо трубу та фітинг знежирювальним складом.
5. Міцно фіксуємо до столу зварювальний апарат.
6. У комплект входять насадки різного діаметра. Беремо необхідні насадки (одну для фітингу та одну для труби) і кріпимо їх з обох боків апарата.
7. Виставляємо температуру 260 °.
8. Як тільки лампочки погасли (це означає, що апарат достатньо нагрівся), можна приступати до роботи. Середній час його нагрівання 2-3 хвилини.
9. Надягаємо на гарячі насадки (їх дві) фітинг та трубу до олівцевої позначки. Занадто тиснути на частини, що зварюються або обертати їх не слід.
 Стиковий зварювальний апарат. Фітинг та труба надягають на гарячі насадки
Стиковий зварювальний апарат. Фітинг та труба надягають на гарячі насадки
10. Відраховуємо належну кількість часу. Час нагріву завжди вказується в інструкції. Наприклад, для 25-міліметрової труби воно рівно 7 секунд).
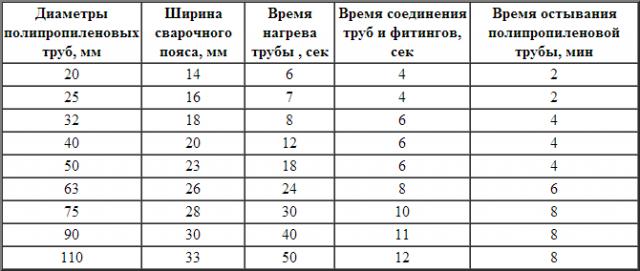 Час нагрівання апарату залежить від діаметра труби
Час нагрівання апарату залежить від діаметра труби
11. Швидко та акуратно знімаємо нагріті деталі, трохи притримуючи зварювальний апарат.
12. З'єднуємо їх один з одним. Надмірний тиск на них або обертання також неприпустимі.
13. Чекаємо кілька секунд.
14. Якщо ми зробили все правильно, отримуємо ідеально рівне однорідне з'єднання.
Армований шар на відрізку з'єднання слід видаляти обов'язково, інакше з'єднання буде неоднорідним та неміцним;

При покупці апарату не обов'язково витрачати зайві гроші і купувати модель з терморегулятором, адже нам знадобиться один-єдиний температурний режим в 260 ° С; використання інших режимів може призвести до неякісного з'єднання;
Вода трубами повинна проходити вільно; щоб у місці спайки не утворилася перешкода у вигляді застиглого пластику, не слід при з'єднанні занадто давити на розплавлені деталі; проте слабкий тиск теж неприпустимий – довжини з'єднання для надійного кріплення буде недостатньо; це може призвести до утворення завихрення та падіння тиску в системі;
Основне правило такого паяння: першим на насадку надівається фітінг, а лише потім труба; відлік часу починається тоді, коли обидві деталі виявляться на апараті;
Поліпропілен схоплюється за 4-8 секунд, але одразу відпускати його не варто – щоб він остаточно застиг, почекати потрібно 20-30 секунд;
Деталі при охолодженні повинні бути нерухомими, щонайменше зрушення може порушити герметичність з'єднання; тому до початку паяння краще підготувати спеціальні струбцини для їхньої фіксації; зробити їх можна з будь-якого бруску дерева чи міцного дроту;
Охолодження отриманого вузла водою чи струменем холодного повітря заборонено – з'єднання буде неміцним;
Не варто розігрівати трубу та фітинг більше за належний час – поліпропілен буде деформуватися; при меншій кількості часу для нагрівання з'єднання деталей буде утруднено;
При правильному зварюванні частина пластику повинна утворити невеликий наплив на муфту;
Перевірити якість своєї роботи можна, розрізавши навпіл з'єднану ділянку; ви повинні побачити в місці стику рівне монолітне з'єднання без деформацій і порожнеч.
Каналізаційна система з ПП труб
Як зазначалося раніше, труби з поліпропілену сьогодні активно використовуються при облаштуванні. Процедура монтажу має свої нюанси.

Внутрішня каналізація
Існує ряд правил, яких потрібно дотримуватись при обладнанні каналізації в будинку.
- Трубопровід укладається під нахилом у напрямку каналізаційного стояка(близько 3 см на погонний метр).
- Якщо приміщення не опалюється, труби додатково утеплюються мінеральною ватою.
- Не можна виконувати різкі повороти під кутом в 90, замість цього використовуються так звані напіввідводи.
- Вентиляція фанового типу – обов'язкова складова каналізації, яка запобігатиме проникненню неприємного запахуу житло.
- Унітаз підключається лише після раковини, інакше станеться зрив водяного затвора.
Зовнішня каналізація

Крок перший.
Визначається діаметр труб, що залежить переважно від кількості людей, які мешкають у будинку.
Крок другий.
Від стояка каналізації риється траншея до септика або вигрібної ями. При цьому дотримується ухил, що залежить від лінії промерзання ґрунту, або трубопровід утеплюється мінватою.


Крок третій.
Дно покривається «подушкою» із піску. Її товщина має становити мінімум 20 см.
Крок четвертий.
Прокладається трубопровід
Важливо уникати можливих його провисань, інакше з'єднання незабаром руйнуватиметься. Горизонтальне буріння траншеї для трубопроводу виконується за допомогою спеціального обладнання з домкратами-насосами натискної дії
Буріння відбувається за допомогою сталевого конусоподібного наконечника. Подібна технологія використовується при будівництві:
Горизонтальне буріння траншеї для трубопроводу виконується за допомогою спеціального обладнання з домкратами-насосами натискної дії. Буріння відбувається за допомогою сталевого конусоподібного наконечника. Подібна технологія використовується при будівництві:
- авто- та залізничних доріг;
- трубопроводів у підвали;
- магістралей до робочих колодязів.
Монтаж ПП трубопроводу своїми руками допоможе суттєво заощадити, але лише за умови грамотного виконання.
Вироби з поліпропілену використовують, як правило, при створенні дренажних та зрошувальних систем, а також під час прокладання водопроводу або облаштування системи опалення. Поліпропілен відноситься до класу поліолефінів, а це означає, що вся виготовлена з цього матеріалу продукція відрізняється високим ступенем екологічної безпеки.
Крім того, водовідведення з поліпропілену здатні прослужити дуже довго, при цьому витрати на їхню експлуатацію будуть мінімальними. Однак, працюючи з такими виробами необхідно знати, як зварювати поліпропіленові труби таким чином, щоб уникнути їх деформації
і запобігти появі течі.
Зварювання своїми руками
Роботу слід виконувати у приміщенні з гарною вентиляцією. Поліпропілен при нагріванні здатний виділяти токсичні речовини, які можуть заподіяти шкоду здоров'ю, викликаючи отруєння.
Поетапна інструкція зі зварювання:
- Спочатку на паяльник встановлюють необхідну насадку правильного розміру;
- Для плавлення поліпропілену повинна бути досягнута температура 260 градусів;
- Готують деталі для з'єднання, проводять їх очищення та правильне розміщення;
- Потім запускається у роботу паяльник;
- Необхідно почекати необхідний час для нагрівання, а про це сигналізує зелене забарвлення датчика.
 При паянні апарат краще ставити так, щоб він стійко стояв
При паянні апарат краще ставити так, щоб він стійко стояв
Потім труба і фітинг одночасно надягають на болванку та паяльний інструмент. Труба вставляється всередину болванки. Фітинг розміщується на зовнішній стороні. Він засовується до упору, а труба – до готової позначки. Головне – правильно витримати час.
Якщо інструмент прогріється погано, то рівень дифузії буде невеликий, а це порушить якість сплаву. А більша температура призведе до перегріву деталей. Оптимальний час залежить від діаметра труби та фітингів.
Після нагрівання важливо одразу виконати стикування. Головне правило процедури - дотримання стерпності
Перші кілька секунд дають змогу провести корекцію, але робити повороти забороняється. При цьому потрібно не поспішати і не зволікати, дотримуючись золотої середини.
Етап третій. Монтаж трубопроводу


При прокладанні магістралі знадобляться:
- труби;
- трійники;
- шарові крани;
- заглушки;
- перехідники;
- відводи;
- муфти;
- роз'ємні сполучні елементи;
- різьбові фітинги;
- пластикові хомути.
Насамперед проводиться монтаж основних елементів системи (сантехніки, радіаторів, котлів та ін.), після чого відповідно до складеного проекту розмічується майбутня магістраль. Елементи трубопроводу з'єднуються між собою за допомогою муфт.
Якщо йдеться про опалення або гаряче водопостачання, то враховується термальне розширення. Для компенсації останнього бажано використовувати рухомі сполуки. При монтажі закритого трубопроводу спочатку штробуються стіни (у відповідних місцях проходить канавка шириною в два діаметри труби).
Заповнення трубопроводу рідиною допустимо лише після закінчення однієї години після закінчення монтажу. Гідравлічне випробування можна проводити лише за добу.



Чому поліпропілен
Сьогодні виробники труб пропонують величезний асортимент продукції для прокладання водопроводу, каналізації або монтажу систем опалювальних. Можна придбати металопластикові, металеві або поліпропіленові труби. Сьогодні все більше споживачів воліють вибирати поліпропіленові труби, які мають масу переваг:
- не зазнають корозії;
- прості у встановленні;
- не потребують постійного ремонту;
- довговічні та надійні в експлуатації;
- можуть бути прокладені всередині стіни чи підлоги;
- коштують значно дешевше, ніж металеві труби.
Поліпропіленові труби можна використовувати для встановлення систем опалення, водопровідних труб і каналізації.
Які труби підійдуть саме вам
Щоб вибрати поліпропіленові труби, необхідно знати:
- умови, у яких труби експлуатуватимуться;
- тиск рідини в системі та її температуру;
- необхідну пропускну здатність виробу, що визначає робочий діаметр.
Поліпропіленові труби мають спеціальне маркування, що залежить від призначення виробу.
- PPH
- Вентиляція, холодне водопостачання. - PPB
- Системи холодного водопостачання, опалення. - PPR
– системи гарячого та холодного водопостачання, опалення.
Труби з маркуванням PPR
- Універсальні. Тому найбільш популярні. Вони мають високу стійкість як до високих, так і негативних температур.
Етап перший. Складання проекту
Монтажні роботи слід розпочати зі складання проекту майбутньої магістралі. Важливим критерієм при цьому є ергономічність, внаслідок чого кількість поворотів та сполучних елементів має бути мінімальною.

При облаштуванні опалювальної системи особливо важливий грамотно складений проект, в якому слід вказати місце розташування таких елементів, як:
- муфти;
- перехідники;
- кріплення;
- куточки;
- опалювальне обладнання.
Магістраль приєднується до радіаторів одно-або двотрубним способом, збоку або знизу.

Водопровідне розведення

Тут магістраль підключається до централізованої системи з метою водопостачання необхідних сантехнічних приладів – унітазу, раковин, бойлерів та ін. Існує два способи виконання розведення.
Спосіб №1.
Відкритий варіант. Горизонтальні труби встановлюються трохи вище за рівень підлоги, а вертикальні – виключно по кутах. Все це дозволяє зробити трубопровід менш помітним.
Спосіб №2.
Закритий варіант. Вкрай складний у виконанні, оскільки передбачає попереднє проведення максимально точних розрахунків. Труби (обов'язково цілісні) замуровуються у стіни, а до кожного стику має бути вільний доступ.

Крім того, розведення водопроводу може бути:
- послідовного типу (найбюджетніший і найпростіший у виконанні варіант);
- колекторного типу (при подачі води застосовується колектор);
- з прохідними розетками (мало популярний).
Етапи робіт процес зварювання
Відмірявши необхідну довжину труби, роблять на ній мітку маркером. Труборізом або ножицями обрізають виріб під кутом 90° до осі. Інструмент має бути досить гострим, щоб труба не деформувалася.

Трубу обрізають під кутом 90º до осі
Край армованого виробу необхідно зачистити, позбавившись верхнього шару і фольги. Без цього етапу алюмінієва фольга, що входить до складу труб, в процесі експлуатації стикається з рідиною. Через війну корозія армованого шару призведе до порушення цілісності шва. Таке з'єднання згодом дасть текти.

Край армованих труб зачищають
Для неармованих виробів кінці труби позначають глибину зварювання, орієнтуючись на довжину муфти фітинга. Ще одним важливим моментом підготовки труб до зварювання є знежирення поверхні. Обробка місця з'єднання спиртом забезпечить надійніший контакт деталей.
Підготовка зварювального апарату
Перед тим, як зварити пластикові труби, необхідно підготувати зварювальний апарат. Ручний приладзакріплюють на рівній поверхні. Деталі апарату мають бути чистими та без дефектів. Очищають за допомогою матерії змоченої спиртом. Нагрівальні елементи надягають при вимкненому інструменті. Для оплавлення фітинга використовують дорні, для оплавлення труби - гільзу.

Час нагріву деталей для зварювання визначають за таблицею
Потім апарат включають до мережі. При цьому повинні спалахнути індикатори, що знаходяться на корпусі агрегату. Один із них сигналізує про те, що прилад підключено до мережі. Другий після досягнення необхідної температури нагріву повинен згаснути. Після того, як згасне індикатор, бажано, щоб минуло хвилин п'ять і тільки тоді починати процес зварювання. Цей час залежить від температури навколишнього середовища і триває від 10 хвилин до півгодини.
Із чого складається процес зварювання?
Після нагрівання апарата насадити фітінг на дорн, а трубу вставити в гільзу. Робиться це одночасно і з невеликим зусиллям.

Після нагрівання апарата насадити фітинг на дорн, а трубу вставити в гільзу
Щоб знати, як правильно зварювати поліпропіленові труби, необхідно враховувати час нагрівання. Правильний період дозволить деталям розігрітися до необхідної температури та при цьому не розплавитися. Він залежить від діаметра труби.
Через необхідний проміжок часу знімають деталі з апарата і з'єднують. При цьому труба має увійти у фітинг суворо до позначки. Під час цього процесу забороняється повертати деталі осі.

У процесі з'єднання деталей забороняється поворот виробів по осі
Після з'єднання деталей не допускається механічного на шов до його повного остигання. За дотримання технології, в результаті повинен вийти міцний і герметичний шов.
У статті наведено необхідні рекомендації про те, як правильно зварювати труби. докладним описомкожного етапу. Застосувавши на практиці ці поради можна самостійно провести трубопровід для водопостачання чи опалення. Головне правильно вибрати труби і дотримуватися технології процесу. Тільки тоді поліпропіленовий трубопровід служитиме довго і безперебійно.
У сучасних системахводопостачання та опалення чавун давно вже не використовується. Йому на зміну прийшов легкий, зручний у монтажі і не схильний до корозії пластик. Сьогодні ми розповімо про зварювання поліпропіленових труб своїми руками для початківців – основні етапи цього процесу та його тонкощі.
Чому поліпропілен для зварювання краще, ніж метал
Різноманітні коліна та фітинги, а також профільні та круглі відводи з поліпропілену користуються заслуженою популярністю, оскільки:
- Утворять після правильно зварювання монолітні деталі, які здатні прослужити понад п'ятдесят років.







