Cum se folosește sudarea pentru țevi de plastic. Caracteristicile sudării țevilor din polipropilenă. Ce este sudarea țevilor din polipropilenă
Totul este mai mult bol tevi metaliceînlocuit cu plastic, în special - din polipropilenă. Au o durată de viață lungă (până la 50 de ani), nu ruginesc, nu putrezesc, cântăresc puțin și, de asemenea, puteți asambla totul cu propriile mâini, fără a implica specialiști. Sudarea țevilor din polipropilenă necesită o anumită îndemânare, dar vine rapid. Puteți mai întâi să exersați pe resturi mici și cu fitinguri ieftine, apoi să treceți la crearea unor lucruri mai serioase.
Tipuri și scop
Țevile din polipropilenă sunt disponibile în patru culori - verde, gri, alb și negru. Doar cele negre diferă ca caracteristici - au rezistență crescută la radiațiile ultraviolete și sunt folosite atunci când sunt așezate pe pământ. Toate celelalte au caracteristici similare și sunt așezate în interior sau îngropate în pământ.
După programare, țevile din polipropilenă sunt de următoarele tipuri:

Atât pentru frig cât și apa fierbinte sunt conducte caracteristici diferite. Aceasta este afișată în etichetă:
- PN10 sunt utilizate exclusiv în sistemele de alimentare cu apă rece (până la +45°C) cu presiune scăzută (până la 1 MPa). Au o grosime mică a peretelui. Nu este potrivit pentru clădiri înalte.
- PN16. Deseori etichetat ca generic, dar folosit mai frecvent pentru apă rece— rezista la încălzirea mediului până la +65°C și la presiune de până la 1,6 MPa.
- PN20. Conductele cu pereți groși, care pot transporta mediu cu temperaturi de până la +80°C, rezistă la presiuni de până la 2 MPa. Folosit în distribuția de apă caldă și sisteme de încălzire.
- PN25. Acestea sunt țevi din polipropilenă armată (folie sau fibră de sticlă). Datorită prezenței unui strat de armare, acestea au adesea o grosime a peretelui mai mică decât PN20. Temperatura medie de încălzire - până la +95 ° C, presiune - până la 2,5 MPa. Sunt folosite pentru alimentarea cu apă caldă și încălzire.
Toate sunt produse în diferite diametre - până la 600 mm, dar în apartamente și case private sunt utilizate în principal în dimensiuni de la 16 mm la 110 mm. Vă rugăm să rețineți că este indicat diametrul interior, deoarece grosimea peretelui poate varia.
Ce este sudarea țevilor din polipropilenă
Polipropilena se caracterizează printr-o rigiditate crescută, iar fitingurile din același material sunt folosite pentru a crea sisteme cu configurația necesară. Acestea sunt diverse unghiuri, teuri, bypass-uri, adaptoare, cuplaje etc. Sunt conectate la conducte prin lipire. Acest proces se mai numește și sudare, dar esența lui nu se schimbă: două elemente sunt încălzite până la punctul de topire și, în stare fierbinte, sunt conectate între ele. Când este făcută corect, conexiunea se dovedește a fi monolitică și servește nu mai puțin decât țevile în sine.

Pentru a conecta polipropilena cu metale, există fitinguri combinate în care o parte este realizată din metal și este conectată cu ajutorul unei conexiuni filetate, iar a doua - polipropilena - este sudată.
Cum să lipiți
Țevile din polipropilenă sunt sudate folosind un dispozitiv special numit fier de lipit sau o mașină de sudură. Aceasta este o mică platformă metalică, în interiorul căreia există o bobină electrică care încălzește suprafața. Datorită acestui design, această unitate este numită și fier de călcat.

Pentru a conecta două elemente, suprafețele îmbinate sunt încălzite până la un punct de topire (+260°). Pentru a încălzi elementul la adâncimea dorită, pe platforma de sudură sunt instalate două duze metalice diferite acoperite cu teflon:

Două elemente conectate sunt puse simultan pe duzele corespunzătoare, ținute pentru o anumită perioadă de timp (câteva secunde), apoi conectate. Așa sunt sudate țevile din polipropilenă.
Cum se sudează
Modelele de fiare de lipit pentru țevile din polipropilenă sunt ușor diferite, dar principiile de lucru cu acestea sunt comune. Există două modele principale - cu o platformă plată sau un încălzitor cilindric. Cu o calitate normală, ambele funcționează, practic nu există nicio diferență. Cine este mai confortabil, atunci alege.

Așa arată o conexiune bine făcută în secțiune - în ansamblu
Munca pregatitoare
Înainte de a începe lucrul, trebuie să încălziți fierul de lipit, dar totul nu este atât de simplu aici. Ordinea de pregătire a acestuia este următoarea:
- În primul rând, pe platformă sunt instalate duze cu un diametru adecvat.
- Un știft este filetat în orificiul din platformă, un dorn și un manșon sunt puse pe el din ambele părți, strânse cu piulițe din ambele părți.
- Dacă elementul de încălzire este sub formă de tub, duzele pentru acesta se vând fixate pe o placă. Placa este pusă pe elementul de încălzire, șurubul de fixare este strâns.
- Temperatura de încălzire necesară este setată pe regulator. Pentru țevile din polipropilenă, temperatura de sudare este de +260°C. Îl punem pe regulator, îl pornim.
- Asteptam semnalul de setare a temperaturii setate. La unele modele există semnal sonor, dar, practic, LED-ul se aprinde sau se stinge (la diferite modele în moduri diferite).
Fierul de lipit este gata de lucru. Dar încă trebuie să pregătiți țevi și fitinguri. Prima condiție pentru sudarea de înaltă calitate este o tăiere uniformă. Tăierea trebuie să fie strict verticală, fără bavuri și rupturi. O astfel de tăietură poate fi obținută folosind foarfece speciale. Au două fălci largi în partea de jos care țin țeava în loc, iar partea de tăiere este deasupra.

A doua condiție pentru o lipire bună a țevilor PP este piesele curate, uscate, fără grăsimi. Dacă doriți ca instalațiile sanitare sau încălzirea să servească mult timp și să nu curgă, nu trebuie să săriți peste această procedură. Tăierea și racordul țevii sunt curățate cu alcool sau apă și detergent de vase. Apoi așteaptă până când totul este uscat și abia după aceea încep procesul de lipire.
Cât timp să se încălzească
La sudare, polipropilena trebuie încălzită strict la temperatura necesară. Supraîncălzirea și subîncălzirea reduc semnificativ calitatea cusăturii. O țeavă supraîncălzită și înmuiată pur și simplu nu se va potrivi în fiting, iar un material insuficient încălzit nu va fuziona.
Timpul de încălzire depinde de diametrul țevilor, de temperatura aerului și este indicat în tabel.
| Diametrul conductei din polipropilenă | Adâncimea de sudare | Timp de încălzire | timpul de sudare | Timp de răcire |
|---|---|---|---|---|
| 16 | 12-14 mm | 5 s | 6 s | 2 minute |
| 20 | 14-17 mm | 6 s | 6 s | 2 minute |
| 25 | 15-19 mm | 7 s | 10 s | 2 minute |
| 32 | 16-22 mm | 8 s | 10 s | 4 min |
| 40 | 18-24 mm | 12 s | 20 s | 4 min |
| 50 | 20-27 mm | 18 s | 20 s | 4 min |
| 63 | 24-30 mm | 24 s | 30 s | 6 min |
| 75 | 26-32mm | 30 s | 30 s | 6 min |
În general, lipirea este posibilă la +5°C, dar datele sunt date pentru +20°C. Pe vreme mai caldă, timpul de expunere a elementelor de pe fierul de lipit este redus cu 30-60 de secunde, pe vreme mai rece este mărit.
Acordați atenție coloanei „adâncimea” de sudare din tabel. Acest semn este plasat pe țeavă. Înainte de aceasta, va trebui să-l apăsați în fiting. Acest lucru creează un mic șirag de plastic topit în fața muchiei de montaj. Acest lucru va însemna că cusătura este realizată corect.

O altă coloană necesită clarificări - „timp de sudare”. Acesta este timpul pentru care este necesar să stoarceți și să fixați elementele de sudat.
În general, dacă încercați să introduceți o țeavă rece într-un fiting, aceasta ar trebui să intre cu mare dificultate - diametrul exterior al țevii este puțin mai mare decât diametrul interior al fitingului. Acest lucru se face în mod intenționat, pentru a furniza un material în exces, din care se formează rola de pe cusătură. Pentru ca sudarea țevilor din polipropilenă să fie fiabilă, este mai bine să luați toate componentele de la aceeași companie. Acest lucru asigură că dimensiunile se potrivesc. În caz contrar, este necesar să încercați - astfel încât fitingul să nu „alunece”, ci să fie tras cu dificultate.
Tehnologie
După cum sa menționat deja, la sudarea țevilor din polipropilenă, acestea și fitingurile trebuie curățate, degresate și uscate. Și numai după aceea puteți începe să lipiți.
Acest preparat este potrivit pentru toate tipurile de țevi, cu excepția celor armate cu folie. În acest caz, după ce piesa dorită a fost tăiată, tăietura este curățată de folie cu un dispozitiv special - un aparat de ras. O țeavă este introdusă în ea și rotită de mai multe ori. În acest caz, stratul superior de plastic este îndepărtat, după care poate fi degresat și lipit.

După ce suprafața se usucă, se trasează un semn pe țeavă, marcând distanța până la care trebuie să fie presată în fiting (cel mai ușor este cu un marker subțire sau un creion simplu șlefuit).

Lipirea polipropilenei pas cu pas

O notă: imediat după sudare, inspectați duzele de pe fierul de lipit. Dacă există reziduuri de material, acestea pot fi îndepărtate cu o cârpă moale, fără scame, care nu se decolorează (albă). Nu puteți lăsa plastic pe fierul de lipit - următorul fragment se va lipi, va fi dificil să îl rupeți. Nu puteți curăța duzele cu abrazive - au un strat de teflon, se zgârie ușor. Și chiar și zgârieturile microscopice vor face ca fragmentul de pe fierul de lipit (fierul) să se lipească.
Apropo, este mai bine să lucrezi în mănuși de bumbac - vor fi mai puține arsuri.
Înainte de punerea în funcțiune a sistemului, acesta trebuie verificat. Ei fac acest lucru prin apăsare. Ce este și cum se face, citiți aici.
Distributie tevi din polipropilena
Tevile din polipropilena sunt folosite pentru montarea unui pieptene de apa rece sau calda, incalzire. Alegerea diametrului în fiecare caz este individuală - depinde de volumul de lichid care trebuie pompat pe unitatea de timp, viteza necesară de mișcare a acestuia (formula din fotografie).

Calculul diametrelor conductelor pentru sistemele de încălzire este o problemă separată (diametrul trebuie determinat după fiecare ramură), pentru conductele de apă totul este mai ușor. În apartamente și case, țevile cu diametrul de 16 mm până la 30 mm sunt utilizate în aceste scopuri, cele mai populare fiind 20 mm și 25 mm.
Luăm în considerare armăturile
După determinarea diametrului, se ia în considerare lungimea totală a conductei, în funcție de structura acesteia, se achiziționează în plus fitinguri. Cu lungimea țevilor, totul este relativ simplu - măsurați lungimea, adăugați aproximativ 20% pentru eroare și posibile căsătorii în lucrare. Este necesară o diagramă de conducte pentru a determina care fitinguri sunt necesare. Desenați-l, indicând toate robinetele și dispozitivele la care doriți să vă conectați.

Pentru a vă conecta la multe dispozitive, este necesară o tranziție la metal. Există și astfel de fitinguri din polipropilenă. Au un fir de alamă pe o parte și un fiting de lipit obișnuit pe cealaltă. Imediat trebuie să vă uitați la diametrul duzei dispozitivului conectat și la tipul de filet care ar trebui să fie pe fiting (intern sau extern). Pentru a nu vă înșela, este mai bine să scrieți totul pe diagramă - deasupra ramurii în care va fi instalat acest fiting.
În plus, conform schemei, este luat în considerare numărul de compuși figurativi „T” și „G”. Pentru ei se cumpără tees-uri și colțuri. Există și cruci, dar sunt rar folosite. Colțurile, apropo, nu sunt doar la 90 °. Sunt 45°, 120°. Nu uitați de cuplaje - acestea sunt fitinguri pentru îmbinarea a două secțiuni de țeavă. Nu uitați că țevile din polipropilenă sunt complet inelastice și nu se îndoaie, astfel încât fiecare întoarcere se face folosind fitinguri.
Când achiziționați materiale, convingeți cu vânzătorul asupra posibilității de a înlocui sau returna o parte a fitingurilor. De obicei, problemele nu apar, deoarece nici măcar profesioniștii nu pot determina întotdeauna imediat cu exactitate sortimentul necesar. În plus, în timpul procesului de instalare, uneori este necesară modificarea structurii conductei, ceea ce înseamnă că setul de fitinguri se modifică.

Polipropilena are un coeficient de dilatare termică destul de semnificativ. Dacă se instalează un sistem de alimentare cu apă caldă din polipropilenă sau de încălzire, este necesar să se realizeze un compensator, cu care se va nivela prelungirea sau scurtarea conductei. Aceasta poate fi o buclă de compensare fabricată din fabrică sau un compensator asamblat conform schemei din țevi și bucăți de țevi (imaginea de mai sus).
Metode de așezare
Există două moduri de a instala țevi din polipropilenă - deschise (de-a lungul peretelui) și închise - în stroboscopii în perete sau în șapă. Pe perete sau în stroboscop, țevile din polipropilenă sunt montate pe suporturi de cleme. Sunt simple - pentru așezarea unei țevi, există duble - atunci când două ramuri merg în paralel. Se prind la o distanta de 50-70 cm.Teva se introduce pur si simplu in clema si se tine datorita fortei elasticitatii.

Când se așează într-o șapă, dacă este o podea caldă, țevile sunt atașate la plasa de armare, nu este necesară nicio altă fixare suplimentară. Dacă racordarea la radiatoare este monolitică, conductele nu pot fi fixate. Sunt rigide, nu își schimbă poziția nici măcar atunci când sunt umplute cu lichid de răcire.

Opțiunea cablajului ascuns și extern într-o singură conductă (în spatele băii, cablajul a fost deschis - mai puțină muncă)
Nuanțele lipirii
Procesul de sudare a țevilor din polipropilenă, după cum ați văzut, nu lasă mult de lucru, dar există o mulțime de subtilități. De exemplu, nu este clar cum, la îmbinarea țevilor, să reglați secțiunile astfel încât țevile să aibă exact lungimea necesară.
Un alt punct de sudare a țevilor din polipropilenă este lipirea în locuri greu accesibile. Nu este întotdeauna posibil să puneți o țeavă și un fiting pe fierul de lipit pe ambele părți. De exemplu, lipirea în colț. Fierul de lipit, trebuie să îl puneți într-un colț, pe o parte duza se sprijină direct de perete, nu puteți trage fitingul pe el. În acest caz, este instalat un al doilea set de duze de același diametru și fitingul este încălzit pe acesta.
Cum să lipiți țevile din polipropilenă într-un loc greu accesibil
Cum să mergi de la Teava de fier pentru polipropilenă.
Lucrul cu țevi din polipropilenă necesită respectarea unor recomandări. O conexiune instalată corespunzător este strânsă și poate rezista la presiune ridicată.
Este dificil să obțineți o calitate bună a sudurii la temperaturi scăzute. Producătorii de țevi din polipropilenă nu recomandă sudarea la temperaturi ale aerului sub 5 grade. La temperaturi sub 0, plasticul devine casant, lipirea poate avea scurgeri. Acest lucru va duce la scurgeri sau ruperea conductei. În sezonul rece, locul în care se efectuează sudarea este încălzit - se instalează un cort cu un pistol termic.
Producătorii tevi din plastic subliniază că produsele din polipropilenă de diferite mărci comerciale nu poti dormi. Țevile și fitingurile de producție diferită pot diferi în mai multe moduri:
- toleranță la diametru;
- viteza de înmuiere;
- nuanțe de culoare.
O încercare de a combina diferite specificatii tehnice materialele duce la dificultăți în timpul instalării și devine cauza căsătoriei întregii structuri.
La așezarea autostrăzilor, țevile din plastic cu diametru mare (de la 63 mm) sunt sudate cap la cap. Această metodă se bazează pe încălzirea și topirea capetelor țevilor și conectarea ulterioară a acestora cu o forță suficientă.
Este important ca capetele semifabricatelor să fie perfect egale. Acest lucru face posibilă obținerea unei îmbinări de lipire de rezistență maximă, dintr-o singură bucată și capabilă să lucreze la presiune ridicată.
Țevile din polipropilenă cu un diametru de până la 40 cm sunt sudate cu un dispozitiv special de tip manual. Se compune dintr-un dispozitiv de centrare și duze pentru fixarea pieselor de prelucrat. Capetele secțiunii tăiate a țevii sunt curățate cu o pilă sau hârtie de șlefuit. Aparatul este încălzit, detaliile viitoarei conducte sunt introduse în el și lipite. Toate mișcările se fac rapid și clar, până când materialul este încălzit în starea dorită.
Vă rugăm să rețineți că, în cazul lipirii cu mufă sau soclu, diametrul exterior al țevii trebuie să fie mai mare decât diametrul interior al fitingului neîncălzit.
După sudare, rezistă timpului alocat pentru răcire, nu mișcă și nu răstoarnă elementele pentru a evita deformarea.
Țevile armate sunt utilizate în sistemele de încălzire, așezarea „pardoselii calde” și alimentarea cu apă caldă.
Înainte de a începe lucrul cu participarea țevilor de polipropilenă armată, este pregătit - stratul de aluminiu este curățat cu un aparat de ras. Acest lucru este necesar pentru ca în timpul funcționării, în contact cu apa, folia de aluminiu să nu se prăbușească și structura să nu se scurgă.
Fitingul este dimensionat pentru a se potrivi țevii fără straturi superioare.
Metoda unu
Pentru fabricarea de fier de lipit de casă va avea nevoie:
- un fier de călcat vechi eșuat care are un element de încălzire;
- constructor metalic pentru copii;
- mâner din cauciuc;
- comutator;
- cordon de azbest;
- duraluminiu;
- banda izolatoare.

În acest caz, contactul aluminiului cu lichidul este strict interzis. Acest aliaj începe să se descompună și nu este rentabil să cumpărați produse noi. Apariția unor mici distorsiuni interne la nivelul articulațiilor este greu de observat cu ochiul liber, cu toate acestea, aceste zone sunt punctul slab al întregului sistem. Există posibilitatea ca apa să pătrundă pe suprafața metalică.
Pentru a preveni acest lucru, stratul armat este curățat cu grijă. O astfel de operațiune este obligatorie dacă suprafața țevilor este învelită în folie.
Pentru a îndepărta o foaie de metal, se folosește un dispozitiv special - așa-numitul aparat de ras. Trebuie achiziționat separat.
Capătul este introdus în dispozitiv, similar cu ascuțirea unui creion, și încep să se întoarcă.
Când lucrați, nu uitați de curățarea stratului de aluminiu. Sudarea va avea loc fără această procedură, totuși, fiabilitatea conexiunii rezultate va fi destul de scăzută.
Din asa ceva factorul uman pot fi eliminate prin instalarea de conducte armate cu fibra de sticla.
Dacă stratul de armare din aluminiu este situat în centrul peretelui, suprafața este tăiată cu un instrument special. Ajută la îndepărtarea marginilor de aluminiu care acoperă capătul țevii. Dacă nu se efectuează o astfel de operațiune, apa poate pătrunde în centrul peretelui, deplasându-se de-a lungul microfisurilor stratului de armare, ceea ce va duce inevitabil la umflare.
In poza se vede îmbinări lipite taieturi: executie incorecta in poza fara tundere si corecta - cu tundere.
Pentru a obține cel mai bun rezultat, se folosesc cuplaje speciale. Ei, parcă, „cărămidează” capetele stratului de armare, ceea ce ajută la evitarea contactului metalului cu lichidul.
Unii producatori dau propriile recomandări modul de pregătire a țevilor înainte de sudare. Chiar dacă nu există un strat de armare, este imperativ să se calibreze diametrul exterior și apoi să se șantiereze.
Operația de calibrare îndepărtează elipsa țevii, făcând-o perfect rotundă. Fața teșită facilitează lucrul la conectarea cu cuplajul. Din păcate, atunci când țevile din PP sunt lipite pe cont propriu, aceste operațiuni sunt complet ignorate.
În primul rând, aparatul de sudură trebuie să fie bine fixat. Când începe încălzirea, piesele sunt supuse unei presiuni, care este transferată în fierul de lipit. Pentru a face mai convenabil lucrul, este important să vă asigurați că dispozitivul este imobil.
O pereche de încălzire este pusă pe unealtă. Apoi, se setează temperatura de încălzire dorită, se aplică tensiune. Atunci când țevile PP sudate prin mufă sunt sudate, temperatura de încălzire ar trebui să fie în intervalul de 260 ± 10 ° C, care este mai mare decât valorile la care polipropilena devine vâscoasă și fluidă.
Astfel, are loc o topire rapidă a stratului superior al țevii împreună cu fitingul. Ca rezultat, piesa poate fi îndepărtată cu ușurință fără a încălzi întreaga grosime a peretelui. La o temperatură diferită, când elementele devin moi, nu va fi posibilă realizarea unei conexiuni.
În timpul reparației, pot apărea diverse situații neprevăzute, de exemplu, conducta a fost perforată accidental. Această problemă poate fi rezolvată cu condiția ca gaura să fie mică.
Prima opțiune pentru etanșarea structurii implică următorii pași. Mai întâi, uscați și degresați suprafața. Apoi luăm o altă țeavă de la același producător și o încălzim și orificiul rezultat. În continuare, lipim gaura cu un fier de lipit sau mijloace improvizate, de exemplu, un arzător. Dacă conducta este întărită, folia trebuie tăiată. Dar puteți instala și un ambreiaj.
A doua opțiune pentru lipirea unei găuri într-un produs cilindric PP este prezentată în videoclipul de mai jos.
Cea mai mare problemă cu care se confruntă aproape fiecare maestru este instalarea unei conducte de plastic pe care zone dificile. Pentru a lipi produsele din polipropilenă în locuri greu accesibile, structura trebuie împărțită.
În primul rând, se realizează instalarea celei mai mari și mai incomode zone. Este format separat, apoi instalat într-un loc permanent.
La finalizarea instalării complexe, sunt instalate elemente mai mici. O astfel de muncă trebuie efectuată împreună cu un asistent.
Pentru a instala independent țevi din PP, trebuie să aveți echipamentul adecvat, precum și să aveți abilități și abilități speciale. Dacă nu ai încredere în abilitățile tale, este mai bine să apelezi la serviciile unor profesioniști. Tarifele pot fi găsite mai jos:
- instalarea unui metru liniar de țeavă - 100 de ruble;
- întocmirea unui desen și lucru - 500 de ruble;
- tunderea unui produs cilindric și curățarea lui ulterioară - 90 de ruble.
Costul include și complexitatea instalării și volumul total.
Fiecare etapă trebuie efectuată conform tuturor regulilor.
Pentru a suda țevile din PP, este necesar să faceți aprovizionare cu echipamentele și componentele necesare. În primul rând, se elaborează un proiect detaliat, se determină o opțiune de asamblare și se ia o decizie cu privire la modul de sudare a unei țevi de polipropilenă cu fitinguri și omologul conductei. Pe baza configurației și formei geometrice a viitoarei conducte, se determină și sudarea unei țevi de polipropilenă, care este mai potrivită pentru un anumit proiect și nu va implica o creștere a estimării construcției.
În timpul instalării, este posibil să reglați aspectul țevii, dar datorită ușurinței conectării, acest lucru nu provoacă probleme speciale.

Sudarea manuală a țevilor din polipropilenă nu necesită o aprovizionare mare de instrumente și abilități speciale. Respectarea exactă a secvenței de asamblare face posibilă crearea unui sistem fiabil de instalații sanitare sau de încălzire, care este etanșat în întregime.
Sudarea manuală a țevilor se realizează folosind un dispozitiv de încălzire compact
Unelte si echipamente:
- foarfece sau tăietor pentru țevi din plastic. Preferabil foarfece de tip ghilotină, cu lamă puternică și unitate de transmisie a forței dintate;
- instrument de decopertare conducte armate de la PP. Este un tăietor special și într-o formă primitivă - cuțit rezistent cu un mâner confortabil și o lamă scurtă;
- se recomanda folosirea componentelor alcoolice pentru degresarea suprafetei. De regulă, se utilizează alcool etilic (izobutilic). Acetona, care este foarte comună ca degresant pentru vopsele și lacuri, nu este potrivită pentru țevile din PP - pur și simplu distruge suprafața, o face slăbită și fragilă;
- fier de lipit pentru tevi din polipropilena este o suprafață încălzită la o temperatură selectată (cel puțin 260 de grade Celsius) - un dorn - pe care sunt atașate duze pentru țevi și fitinguri. Fiarele de lipit sunt tubulare și au forma unui ciocan alungit. Este mai convenabil să sudați țevi în locuri greu accesibile cu un fier de lipit tubular;
- o bandă de măsură obișnuită de construcție va ajuta la evitarea cheltuirii excesive a materialelor. Lungimea corect măsurată a șantierului va reduce la minimum numărul de tăieturi și fitinguri;
- un șablon sub forma unei bucăți scurte de țeavă cu un diametru mai mare. Lungimea șablonului trebuie să corespundă exact cu adâncimea țevii care intră în fiting. Este mai bine și mai convenabil să utilizați un șablon cu fund. Sudarea cap la cap nu necesită utilizarea șabloanelor.
Dacă tehnologia de sudare a unei țevi de polipropilenă pentru încălzire este respectată corect, atunci după ce sudarea s-a răcit, se formează o perlă uniformă, îngrijită, care este aceeași în înălțime pe toată lungimea sa.
- Dacă în timpul funcționării piesele sunt lipite incorect, nu va mai fi posibilă separarea lor. Pentru a repara un produs de proastă calitate, trebuie să tăiați întreaga zonă cu o cusătură și să faceți una nouă. Dacă lipirea a fost efectuată folosind fitinguri, reutilizarea lor în caz de defecțiune nu este permisă, deoarece acestea sunt concepute pentru o singură utilizare.
- Principalele tipuri de conexiune din plastic: cap la cap și cuplaj. În sudarea cap la cap, țevile sunt lipite între ele prin topirea capetelor fiecăruia dintre elemente și penetrarea lor reciprocă. Metoda de cuplare se caracterizează prin faptul că țevile sunt conectate folosind adaptoare speciale - fitinguri.
- Dacă nu aveți de gând să reparați sau să asamblați conducta în mod sistematic, nu este necesar să cumpărați un fier de lipit. Puteți folosi serviciul de închiriere sau îl puteți împrumuta de la prieteni. Dacă totuși decideți să cumpărați dispozitivul pentru dvs., este recomandat să nu plătiți în exces pentru modelele cu termostat, deoarece este necesar de obicei un singur indicator de temperatură pentru munca normală la domiciliu.
- La cuplarea lipirii, fitingul este pus mai întâi pe duză și apoi pe țeavă. Trebuie să începeți să numărați timpul când ambele părți sunt puse pe duze.
- Nu răciți cusătura finită cu apă rece sau aer rece. Ar trebui să se răcească fără influențe externe.
- Lucrul cu plasticul se desfășoară conform regulilor dacă se formează un ușor „influx” al părții sale pe cuplare.
- Puteți verifica calitatea îmbinării tăind țeava în jumătate la cusătură. Dacă ați făcut totul corect, atunci cusătura din secțiune ar trebui să fie continuă, uniformă, fără goluri.
Cum se sudează o țeavă din polipropilenă folosind o mașină de sudură
Secvența de acțiuni atunci când lucrați cu o mașină de sudură mecanică este ușor diferită de lucrul cu un fier de lipit manual. Tehnologia de sudare a țevilor din polipropilenă în modul automat este similară cu lipirea manuală, cu excepția faptului că decuparea (tunderea) țevii are loc cu un ferăstrău mecanic, iar clemele mecanice asigură strângerea țevilor la punctul de lipit. Procesul se numește sudarea cap la cap a țevilor din polipropilenă.
Controlul nivelului temperaturii de încălzire la sudarea țevilor din polipropilenă și oprirea automată a elementului de încălzire este asigurată de unitatea sistemului de control.
Sudarea cap la cap a unei țevi de polipropilenă folosind o unitate automată durează un timp minim și are îmbinări de înaltă calitate. Temperatura exactă de sudare a țevii de polipropilenă este un alt avantaj al sistemului automat. Pentru sistemele de încălzire, acest lucru este important, dar costul echipamentului profesional este destul de mare. Dar această problemă se rezolvă simplu: puteți închiria dispozitivele necesare.
Tăierea țevilor

Tăiați materialul cu un instrument conceput pentru aceasta. Dacă nu există, atunci tăierea poate fi făcută cu un ferăstrău sau alt instrument disponibil, principalul lucru este să nu deteriorați geometria și să mențineți planul de tăiat uniform. Teșitorul este destinat acestuia din urmă, curăță și capătul, în care stratul de armare este mai aproape de diametrul interior. În caz contrar, acest element poate forma găuri de legătură libere și poate provoca o scurgere.

Țeava din polipropilenă este tăiată la dimensiune cu un cuțit cu clichet special
Inainte de sudare, tevile, din exterior, se degreseaza cu alcool, iar fitingurile din interior. Pentru produsele armate utilizate dispozitiv special, care îndepărtează stratul de întărire - un aparat de ras.

Aparat de ras pentru îndepărtarea stratului superior de aluminiu ranforsat
În ciuda faptului că majoritatea dispozitivelor au propriile elemente de susținere, dispozitivul trebuie fixat ferm într-o menghină sau cleme de masă. Instrumentul este foarte ușor, așa că poate cădea cu ușurință și se poate rupe sau poate provoca un incendiu dacă este slăbit.
Punem cuplajul și dornul în aparatul fix pentru sudare.

Duze pentru sudare
Setăm comutatorul la temperatura dorită. Pentru polipropilenă, aceasta este 270 de grade, dar există momente când este necesară o temperatură mai mică sau mai mare. Luăm aceste valori din documentația însoțitoare pentru materialul nostru și folosind instrucțiunile pentru fierul de lipit, selectăm temperatura optimă.
Tehnologia de sudare a țevilor din polipropilenă presupune că atunci când dispozitivul a atins temperatura de funcționare (se aprinde indicatorul verde sau se aude un semnal sonor), puteți începe instalarea pieselor care urmează a fi sudate pe aparatul de sudură țevi.

Tăierea este introdusă încet în manșon până când se oprește și se formează o bavură - material în exces, care, atunci când este pus, se rulează într-o rolă. La montare, este foarte important să vă asigurați că bavurile au forma corectă, fără rupturi și alte defecte. Dacă piesa este introdusă fără efort vizibil sau lipsește grantul, aceasta poate fi considerată defectă și ar trebui înlocuită. Același lucru este valabil și pentru fiting, care trebuie pus și pe dorn cu forță vizibilă, până se oprește.
Sudare
Când elementele sudate sunt instalate în locurile lor, trebuie să li se acorde un anumit timp, astfel încât materialul să devină vâscos și, în același timp, tija de sudură din polipropilenă să nu își piardă proprietățile portante. Mai jos sunt parametrii aproximativi potriviți pentru sudarea țevilor din polipropilenă de diferite diametre. Merită să luați în considerare faptul că valorile sunt medii și mai precise, indică producătorul în documentația de însoțire.

Temperatura de sudare a tevilor din polipropilena, timpul de racire, in functie de grosime
Pentru orientarea în termenii dați în tabel, trebuie urmate următoarele definiții:
- Timpul de încălzire se calculează din momentul în care piesa atinge opritorul elementului de încălzire.
- Timp de conectare - un parametru care arată cât timp trebuie păstrate conductele pentru sudarea polipropilenei după ce au fost colectate.
- Timp de răcire - intervalul de timp care trebuie menținut pentru solidificarea completă și obținerea unei legături monolitice.
Asamblarea pieselor
După îndepărtarea pieselor din duza de încălzire, acestea trebuie asamblate. Pentru racordarea conductelor fiting pvc este setat la unghiul necesar, iar cu o singură mișcare conductele sunt conectate între ele.

În acest caz, este interzisă întoarcerea pieselor. Ținem piesele, ținându-le imobile, dar fără a aplica forță, ca atunci când le punem.Timpul care se scurge între scoaterea din aparatul de sudură și asamblarea directă trebuie să fie minim. În caz contrar, piesele se vor răci și nu se vor suda sau conexiunea va fi de proastă calitate.
Un punct important în care nu trebuie să atingeți piesa, inclusiv încercarea de a o încerca și așa mai departe. După răcire, circuitul sudat din țevi de polipropilenă cu propriile mâini este gata de utilizare.
Înainte de a începe lucrul, este necesar să pregătiți instrumentul de instalare. Pentru a crea o îmbinare fiabilă a structurilor și a tuturor pieselor suplimentare, veți avea nevoie de un fier de lipit special.
Este de remarcat faptul că, uneori, conexiunea produselor din polipropilenă se numește sudare. Cu toate acestea, acest proces are multe varietăți, așa că este important să ne amintim că țevile din polipropilenă sunt conectate într-un singur mod - prin lipire. Pentru instalarea unui astfel de sistem, nu se folosesc fitinguri filetate și metal-plastic.
Lipirea țevilor din polipropilenă necesită utilizarea mașinilor de sudură. Mai multe tipuri de dispozitive sunt la vânzare:
- încălzitor cu secțiune rotundă;
- unitate plată.
Al doilea tip de fier de lipit a fost numit popular fier de călcat, care este mai mult asociat cu acesta aspect. Astfel de dispozitive diferă doar prin design.
Pentru primul model, duzele din teflon sunt puse pe încălzitor și fixate cu piese asemănătoare clemei. În al doilea dispozitiv, aceleași duze sunt înșurubate pe încălzitor din ambele părți. Restul elementelor de design nu sunt diferite. Funcția principală a dispozitivului este de a efectua lipirea de înaltă calitate și fiabilă a produselor din polipropilenă.
Duzele sunt incluse în mod necesar în setul de dispozitive de lipit. Cel mai ieftin dispozitiv, care include un număr minim de elemente, este considerat un fier de lipit chinezesc. Puterea sa nu depășește 800 de wați. La vânzare, se prezintă împreună cu un suport, precum și duze care permit lipirea țevilor din PP cu o secțiune transversală de 20-32 mm.
Releele bimetalice funcționează mai aproximativ, precum și termostatele capilare, ale căror valori sunt inexacte. În comparație cu datele termistorilor, discrepanțele vor fi destul de mari. Oricare ar fi termostatul, atunci când dispozitivul ajunge în modul de funcționare (judecând după datele indicatorului), trebuie să așteptați câteva minute. În acest timp, temperatura duzelor va fi comparată cu cea afișată de dispozitiv.
Acum poți începe să sudezi. Producătorii produc și fiare de lipit cu două elemente de încălzire de putere diferită. Fiecare parte este echipată cu un comutator separat.
Aceste produse sunt capabile să atingă independent temperatura dorită. Stăpânul însuși alege puterea necesară.
A doua parte devine de rezervă în caz de defecțiune a primei.
Dispozitivul oferă posibilitatea de a porni simultan ambele încălzitoare pentru a ajunge rapid în modul de funcționare.
Echipamentul poate fi completat cu instrumente auxiliare, inclusiv:
- teşitor;
- calibrator;
- trimmer;
- foarfece pentru tăierea țevilor.

În unele truse, puteți găsi chiar și un lichid special de curățare. Cu toate acestea, nu toate piesele enumerate sunt incluse în pachetul de bază. Adesea, acestea trebuie cumpărate separat. Este important ca aparatul de sudură să aibă toate instrumentele necesare pentru lucrul cu orice diametre de țevi și materiale.
Luați, de exemplu, o țeavă de 20 mm. Dimensiunea reală a diametrului său exterior va fi în intervalul 20,3-20,5 mm. Un fiting proiectat să funcționeze cu un produs de 20 mm va avea o secțiune interioară de 19,5-19,7 mm.
În plus, partea de mijloc a suprafeței de cuplare va corespunde exact diametrului nominal. Pentru un plan conic se iau 5 grade.
Devine clar că dacă fitingurile nu sunt încălzite, acestea nu pot fi conectate la cuplaj.
Când țeava este aliniată cu manșonul fierbinte, partea exterioară este topită. Se stoarce tot ce este de prisos, se obține un fel de rolă. Apoi, straturile interioare sunt încălzite. Ele încep să se micșoreze, în timp ce țeava are ocazia să intre în cuplarea fierbinte. Un efect similar poate fi obținut atunci când elementul de fixare este conectat la un dorn fierbinte.
Când țeava este aliniată cu fitingul, aceasta este comprimată elastic, în timp ce elementul de legătură începe să se întindă. Suprafețele încălzite sunt comprimate, deplasând aerul. Rezultatul este amestecarea uniformă a materialului topit.
General proces tehnologic conectarea țevilor de la priza PP are mai multe operații secvențiale:
- produse de tăiere;
- activități pregătitoare;
- instalarea unui aparat de sudura;
- realizarea modului de operare;
- încălzirea pieselor;
- asamblare;
- linie de răcire.
Puteți conecta manual țeava cu o unealtă încălzită fără prea mult efort dacă sudați mici detalii, a cărei secțiune transversală este în intervalul 40-50 mm. Pentru a combina structuri cilindrice cu un diametru care depășește 50 mm, este necesar să se folosească un centralizator special conceput pentru sudarea soclului.
Deoarece lipirea țevilor din polipropilenă nu este dificilă, munca se poate face singur.
Pentru tăierea produselor cilindrice, se folosesc foarfece speciale care nu permit pereților țevii să se mototolească.
Înainte de a continua cu lipirea produselor din polipropilenă, suprafețele pieselor sunt curățate și degresate temeinic. Structurile armate sunt supuse unei pregătiri speciale. Acest lucru trebuie reținut de lucrătorii care instalează astfel de produse.
Țevile compozite din PP, care sunt armate cu aluminiu, se caracterizează printr-o dilatare termică scăzută. Prin urmare, un sistem de încălzire realizat din astfel de produse nu necesită instalarea unor compensatoare de temperatură suplimentare. Numai în astfel de produse, armate cu aluminiu, difuzia oxigenului este posibilă.

În absența unui strat de întărire, pregătirea specială suplimentară poate fi omisă.
Când cumpărați un instrument, trebuie să alegeți unul care vă va permite să efectuați toate operațiunile necesare. De regulă, atunci când asamblați instalațiile sanitare și încălzirea cu propriile mâini, nu trebuie să cumpărați modele de lux cu un număr mare de duze. Puterea fierului de lipit afectează doar rata de încălzire, dar nu și procesul în sine, așa că nu are rost să plătiți în exces.
Notă! Modelele ieftine vin cu 3 duze pentru colectarea țevilor din plastic cu diametrul de 20, 25 și 32 mm. Conductele cu acest diametru sunt folosite pentru instalarea cablurilor de comunicații interne.
Dispozitive pentru sudarea tevilor din polipropilena
Fierul de lipit de sudură are destul design simplu. Principalul lucru în ea este talpa, echipată cu elemente de încălzire. Talpa este prevazuta cu gauri de diferite diametre. Pe ele, puteți fixa duze cu care țevile sunt lipite. Temperatura de încălzire este „controlată” de un termostat situat pe corp.
Cu el, puteți seta grade. Valorile lor sunt notate în instrucțiuni, iar tabelul este publicat pe Internet. Este necesara setarea temperaturii in functie de tipul de materiale de sudat. Deci, de exemplu, pentru lipirea țevilor de polietilenă, este selectat un mod de 220 de grade, iar țevile de polipropilenă - 260 de grade.
Pe lângă un fier de lipit în timpul funcționării, este posibil să aveți nevoie de:
- Ruletă.
- Creion.
- Ferăstrău pentru metal.
- Cuțit ascuțit.
- Foarfece pentru tăierea polipropilenei.
- Aparat de ras.
- În configurația mașinii de sudură există un stand special. Un fier de lipit este plasat pe el și conectat la o priză. Dar mai întâi, se introduce un manșon în orificiul fierului de lipit.
- Capetele polipropilenei sunt pregătite. Dacă este întărită cu fibră de sticlă, nu trebuie prelucrată. Materialul armat cu aluminiu va trebui tăiat prin teșire și marcare cu un marker. Acest lucru va ajuta la controlul adâncimii de scufundare a țevii în manșonul fierului de lipit.
- În primul rând, măsurăm și tăiem segmentul dorit, adăugându-i 25 mm - vor fi introduși în fiting la lipire.
- Când fierul de lipit atinge temperatura dorită, veți auzi un sunet caracteristic. Apoi, un cuplaj este introdus în duză pe o parte și o țeavă pregătită pe cealaltă parte.
- Se înregistrează ora indicată în tabel. De obicei, lipirea durează de la 4 la 10 secunde. În timp ce manșonul și țeava se află în fierul de lipit, acestea nu pot fi rotite sau mutate. Nu le puteți atinge nici după ce piesele sunt scoase din fierul de lipit. Temperatura selectată vă va permite să efectuați o cusătură sigilată.

După cum puteți vedea, tehnologia de sudare a țevilor din polipropilenă este destul de simplă. Este necesar doar să urmați anumite reguli pentru realizarea cusăturilor.
Iată pe cele principale:
- Asigurați-vă că îndepărtați teșirea. În caz contrar, puteți ridica plasticul atunci când conectați, iar cusătura nu va fi etanșă.
- Când două părți sunt conectate între ele, acestea nu pot fi derulate.
- Atât fitingul, cât și conducta trebuie introduse unul în celălalt până când se oprește.
- Nu puteți curăța duza, care se află pe fierul de lipit inclus. Plasticul topit este cel mai bine îndepărtat cu o cârpă grosieră trăgând cablul de la priză.
Procesul de construire a sistemului constă din următorii pași:
- Țevile din plastic trebuie mai întâi inspectate cu atenție pentru orice defecte de suprafață, fisuri sau puncte slabe. Acest lucru trebuie făcut înainte de instalare. Este important să vă asigurați că conductele sunt fiabile, mai ales dacă din ele este asamblat un sistem de încălzire ascuns. Conform marcajului, se determină valorile temperaturii de încălzire a țevilor.
- Pe suprafata de lucru trebuie să marcați, determinând în ce locuri vor fi atașate ramurile cablajului conductei. Acum, punctele slabe ale sistemului care este asamblat sunt identificate, în special, secțiunile de intersecție a pereților cu tavanele și sunt, de asemenea, determinate cu metoda de inserare în comunicațiile existente. Pentru comoditatea muncii, adesea mai multe fragmente separate sunt sudate, apoi unindu-le împreună.
- Instrumentele sunt gata de lucru. Lama tăietorului de țevi este ascuțită astfel încât la tăiere să se obțină un capăt drept, perpendicular.
- Echipamentele de lipit duzele sunt curățate de resturile de plastic topit și murdărie. Acest lucru se poate face după preîncălzirea echipamentului cu o cârpă de bumbac sau așchii de lemn. După ce ați studiat instrucțiunile producătorului echipamentului, puteți determina cum să sudați corect, ce temperatură este optimă pentru a seta și pentru cât timp să încălziți țevile și alte elemente structurale.
- Duzele instalate pe fierul de lipit sunt încălzite la temperatura dorită până când plasticul începe să se înmoaie și să se topească. în care partea interioară fitingul și suprafața exterioară a țevii sunt lipite împreună, datorită cărora are loc sudarea. Pentru a suda corect, temperatura de încălzire trebuie selectată în funcție de secțiunea transversală a fitingului și a țevii.
Dacă aveți la dispoziție un instrument de înaltă calitate, atunci acesta este echipat cu un suport stabil, iar temperatura de încălzire poate fi reglată. Acest fier de lipit este ușor de utilizat și practic sigur.
Când vorbim despre țevi de diametru mare, care se folosesc în sisteme de încălzire, linii tehnologice sau industriale de mare lungime, pentru sudarea țevilor se folosesc echipamente automate speciale. Controlează temperatura și încălzește uniform segmentele conectate la valorile dorite.
În acest fel, se realizează sudarea cap la cap, iar îmbinările cap la cap sunt puternice și strânse.
- Tevi din polipropilena;
- Foarfece speciale pentru plastic;
- Mașină specială pentru sudarea materialelor plastice- ciocan de lipit tevi din polipropilena;
- Lichid pentru degresarea suprafetelor. Nu utilizați acetonă sau produse care conțin acetonă pentru aceasta, deoarece această componentă poate înmuia piesele;
- Fitinguri (cu o metodă de cuplare de conectare);
- Marker pentru marcarea pe plastic;
- Nivelul clădirii.
Armare
Înainte de a lipi țevile descrise, trebuie să aflați ce tip de polipropilenă folosesc:
- Armat cu fibra de sticla.
- Armat cu aluminiu.
Lipirea făcută de tine este mai ușoară decât prima opțiune, iar sudarea în acest caz nu este diferită de sudarea plasticului obișnuit. Țevile armate cu aluminiu trebuie mai întâi curățate. Pentru a face acest lucru, aveți nevoie de un instrument special sub forma unui cuțit ascuțit - un aparat de ras. Dacă se folosesc țevi negre, unde stratul de întărire este situat între două straturi de plastic, pentru decapare trebuie să luați un trimmer - un cuțit îngust care vă va permite să dezlipiți din lateralul capătului.
Alegerea conductelor pentru încălzire

La selectarea duzelor de încălzire, este necesar să se țină cont de diametrul țevilor care trebuie conectate și de alte puncte importante:
- putere;
- cât de bine este menținută forma după o schimbare a temperaturii;
- conductivitate termică.
Aproape toate aparatele de sudură sunt potrivite pentru diferite duze. Acest lucru este foarte convenabil atunci când trebuie să montați o autostradă complexă.
Fiecare articol de purtare are două capete. Pe una, partea exterioară a piesei este încălzită, pe de altă parte, partea sa interioară. Toate duzele au un strat de teflon, care protejează suprafața de lipirea materialului topit. Dimensiunile pieselor sunt în intervalul 2-6 cm, ceea ce corespunde diametrelor comune ale produselor cilindrice.
Alegerea unui material pentru instalarea de încălzire nu este de fapt atât de dificilă. Piața modernă oferă patru opțiuni și fiecare are propriul său marcaj:
- Polipropilena sub marca PN 10 este destinată montajului sistemului „pardoseală caldă” și alimentării cu apă rece.
- Marca PN 16 poate fi utilizată pentru instalațiile de cablare cu apă rece și de încălzire, în care lichidul de răcire circulă la presiune scăzută de funcționare.
- Marca PN 20 este o opțiune universală care poate rezista la o presiune de lucru de 2 MPa și o temperatură a lichidului de răcire de 80 de grade.
- Marca PN 25 - teava din polipropilena armata potrivita pentru instalarea sistemelor de incalzire si apa calda cu temperatura lichidului de racire de pana la 95 de grade.
Reguli importante pentru lipirea polipropilenei
Există multe puncte care ar trebui luate în considerare atunci când lucrați cu țevi din polipropilenă. Nerespectarea acestora duce la scăderea calității conexiunii fitingurilor și tuburilor, la scurgeri și blocarea sistemului.
- Abatere de la regulile de instalare a produselor. Dacă conducta nu este introdusă complet în fiting și se formează un gol între pereții lor, atunci sarcinile obișnuite pentru o astfel de conexiune pot fi prea mari, ceea ce va duce inevitabil la scurgeri.
- Presiune puternică la conectarea elementelor. La introducerea capătului topit al țevii în fiting, presiunea trebuie să fie minimă. Forța excesivă aplicată duce la formarea de curgere de plastic în interiorul țevii, blocarea acestuia sau permeabilitatea redusă.
- Material selectat incorect. Construcția țevilor din plastic de calitate scăzută, chiar și cu o instalare pricepută, va fi de scurtă durată. Achiziționați produse din polipropilenă numai de la furnizori de încredere și o marcă bună.
- Conducte de conectare de la diferiți producători. Indiferent de calitatea țevilor din plastic, este imposibil să conectați elemente fabricate de diferiți producători.
- Îndepărtarea stropilor în timpul procesului de sudare. Nu este recomandat să faceți acest lucru - orice mișcare înainte ca plasticul să se întărească va duce la o deformare și mai mare.
- Ritm lent de lucru. După încălzire, polipropilena se răcește în câteva secunde, așa că este foarte important să nu fii distras și să conectezi piesele cu mișcări precise în timpul alocat.
- Aparat de sudura murdar. Înainte de a începe lucrul, suprafața de teflon a dispozitivului trebuie verificată și, dacă este necesar, curățată de reziduurile de plastic aderente sau de murdărie.
- Restul lichidului din conductă. Apa nu trebuie lăsată să pătrundă în conductă, atunci când este încălzită, picăturile se vor transforma în abur, iar conexiunea își va pierde puterea.
Când lucrați cu țevi din polipropilenă, rețineți că materialul încălzit are o temperatură foarte ridicată. Luați măsuri de precauție: purtați un halat și mănuși groase pentru a vă proteja pielea în cazul contactului cu plasticul fierbinte.
Nici o singură reparație și construcție nu este completă fără instalarea de conducte din plastic. Efectuați toate lucrările conform instrucțiunilor, iar țevile din polipropilenă vor servi mult timp și în mod fiabil.
La sfârșitul fazei de fixare, toate straturile îmbinării sudate își pierd plasticitatea, acum piesa finită poate fi așezată pe masă. Dar piesa își dobândește rezistența maximă numai după ce toate straturile îmbinării sudate s-au răcit la o temperatură de 40ºС. Timpul de răcire estimat pentru îmbinări de diferite diametre este, de asemenea, indicat în Tabelul 1.
Astfel, timpul de sudare a țevilor din polipropilenă poate fi determinat ca suma timpului de încălzire, rearanjare, fixare și răcire completă.
Tabelul 1 Intervalele tehnologice pentru sudarea prin mufă a țevilor și fitingurilor din polipropilenă (conform DVS 2207-1)

Desigur, pentru a obține un sistem care funcționează corect și durabil, trebuie să respectați cu strictețe regulile și tehnologia de lucru cu țevi PP. Și succesiunea acțiunilor va depinde direct de scopul proiectului.
Există următoarele tipuri de conexiune:
- Cuplaj - în acest caz, țevile din polipropilenă sunt sudate în părțile lor de capăt cu un fiting de cuplare. În acest caz, partea interioară a cuplajului și suprafața exterioară a țevii PP sunt încălzite și combinate - procesul se numește „sudare cu prize”. În funcție de temperatura de încălzire, sudarea țevilor de polipropilenă în acest mod este fiabilă și etanșă. Această metodă este folosită cel mai des.
- Andocare directă. În același timp, capetele ramurilor adiacente ale țevilor din polipropilenă sunt conectate. De regulă, această metodă este utilizată pentru instalarea liniilor din țevi cu diametru mare (de la 40 mm sau mai mult).
- Sudarea conductelor din PP folosind tehnologie profesională. Această metodă se practică dacă este necesară combinarea țevilor mari. Cusătura de sudură în acest caz este foarte puternică și fiabilă. Cu condiția ca temperatura de încălzire și gradul de presare să fie alese corect, se poate argumenta că conductele vor fi conectate absolut strâns.
- Instalarea conductei folosind fitinguri tip clemă sau cu autoblocare. O astfel de fixare este relevantă pentru liniile de trunchi în care nivelul de presiune este destul de scăzut.
- Metoda de sudare la rece. Pentru a face acest lucru, utilizați amestecuri adezive sau compoziții cu un grad ridicat de aderență, care se întăresc rapid. Aceste materiale sunt capabile să asigure o fixare fiabilă și etanșeitate a cusăturii. În plus, o astfel de tehnologie pentru sudarea țevilor din polipropilenă pentru încălzire este foarte relevantă dacă este imposibil să utilizați echipamente electrice.
Trebuie remarcat faptul că durabilitatea și fiabilitatea cusăturilor de sudură depind și de clasa de echipament utilizat. În plus, înainte de a începe lucrul, țevile de plastic trebuie curățate de apă, murdărie și orice pete grase, verificați netezimea și uniformitatea tăierilor de capăt. De asemenea, este important ca în timpul sudării țevilor PP să se atingă punctul de topire al plasticului, altfel cusăturile nu vor fi strânse și durabile.
Tehnologia de sudare a țevilor din polipropilenă se numește cuplare sau priză. Țevile sunt conectate nu cap la cap, ci cu ajutorul fitingurilor - conductori suplimentari, care lipiază marginile țevilor la o temperatură de 260 de grade.
Când instalați o conductă de plastic, devine necesar să tăiați țevile din polipropilenă în mijloc sau de la capete pentru a le potrivi în dimensiune și a se andoca între ele. Există mai multe moduri de tăiere - fiecare necesită un instrument separat:
- Tăiător de țevi de tip baterie - este o foarfecă echipată cu o antrenare electrică. Viteza mare de tăiere este principalul lor avantaj. Pentru fiecare teava vei petrece aproximativ 5 secunde. Minus - restricții în diametrul piesei tăiate.
- Tăiător de țevi tip role - principiul de funcționare al instrumentului seamănă cu funcționarea unei chei de cusătură pentru conservare. Tăierea cu unealta este netedă, fără margini rupte. Ei fac mai multe învârtiri în jurul țevii, apoi răsucesc cilindrul din aliaj dur și îl mai rotesc de câteva ori. Minus - imposibilitatea aplicării dacă conducta este adiacentă peretelui și nu poate fi îndepărtată.
- Foarfece profesionale pentru tăierea țevilor din plastic - constau dintr-un cuțit ascuțit superior și un suport inferior. Utilizarea dispozitivului este ușoară - marcați lungimea dorită pe țeavă, puneți-o între lame și tăiați-o. Marginea va fi netedă, fără firimituri și resturi.
- Un ferăstrău electric electric este o modalitate convenabilă, dar poate da o ușoară teșire, astfel încât tubul este tăiat rotindu-l de mai multe ori.
- O râșniță de orice putere - tăiați plasticul fără a exercita o presiune puternică, utilizați un disc metalic.
După tăiere, capătul țevii de polipropilenă este tratat cu un șmirghel pentru a îndepărta toate bavurile și cârligele posibile.
- Mașina de sudură trebuie instalată pe un suport special - o clemă.
- Asigurați-vă că suprafețele de contact ale dispozitivului sunt lipsite de murdărie. Dacă s-au lipit de ele particule suplimentare sau praf, curățați stratul de teflon cu o cârpă grosieră înmuiată în alcool.
- Setați senzorul de temperatură la 260 de grade.
- Conectați aparatul de sudură la rețea și apăsați butonul de pornire.
- Încălzirea are loc în cel mult 15 minute, în funcție de temperatura ambiantă.
După tăiere și marcare, țevile sunt gata pentru sudare. Puteți trece la pasul următor - încălzirea pieselor.
| Diametrul conductei, mm | Timp de încălzire, s | Timp de sudare, s | Timp de așteptare, min. |
| 16 | 5 | 4 | 3 |
| 20 | 5 | 4 | 3 |
| 25 | 7 | 4 | 3 |
| 32 | 8 | 4 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 5 |
| 63 | 24 | 6 | 6 |
| 75 | 30 | 8 | 8 |
| 90 | 40 | 8 | 8 |
| 110 | 50 | 10 | 10 |
| 160 | 80 | 15 | 15 |
Cum sunt sudate țevile din polipropilenă - metode tehnologice
Orez. 4 Încălzire conductă
Tevile metalice invechite, grele si foarte greu de montat sunt folosite in diverse scopuri din ce in ce mai putin. Acestea sunt treptat înlocuite de produse moderne, de înaltă calitate, din materiale sintetice. În acest articol, vom vorbi despre cum sunt sudate țevile din polipropilenă și vom oferi principalele lor avantaje față de alți analogi.
Țevile din polipropilenă sunt utilizate în principal pentru instalare sistem de incalzireși comunicații sanitare. Tehnologia sudării lor, în prezența sculelor speciale, nu este dificilă și poate fi efectuată chiar și de un începător în domeniul construcțiilor. Rețineți că este acceptabilă utilizarea țevilor din plastic în intervalul de temperatură între -10℃ și 90℃.
Punem piesele pe incalzire
Când aparatul de sudură ajunge în modul de funcționare, lumina se va aprinde. Conducta este introdusă în cuplaj, iar fitingul este introdus în dorn. Dacă este destul de dificil să efectuați o astfel de muncă în același timp, mai întâi se montează un element de legătură greu.
Piesele de sudură au neapărat o cantitate mică, care începe să fie stoarsă în timpul instalării lor. Așa se obține o rolă în formă de inel (prindere). Pentru a muta un astfel de inel, trebuie să depuneți un efort, dar acest lucru ar trebui făcut ușor și încet, astfel încât bavurile să capete forma corectă. O armătură care se potrivește liber pe dorn și nu formează un talon inelar este considerată defectă.
La montarea piesei, este imperativ să monitorizați adâncimea de instalare. De îndată ce elementul se sprijină pe partea superioară a dornului, trebuie să opriți presiunea, altfel puteți deteriora capătul țevii și puteți deteriora limitatorul de fiting. Pentru a controla adâncimea de imersare a piesei în cuplaj, se face un marcaj corespunzător la o anumită distanță de la capăt. Cu toate acestea, această procedură nu este necesară deoarece fitingul este în general introdus în dorn până când atinge opritorul.
După ce piesele au fost instalate în cuplarea aparatului și a dornului acestuia, trebuie să așteptați câteva secunde până când suprafețele sunt bine topite. Este important să determinați corect durata încălzirii. Acest timp ar trebui să fie suficient pentru a obține o stare vâscoasă și fluidă a polipropilenei.
Dacă perioada de încălzire este prea lungă, piesele vor deveni foarte moi. Producătorii de țevi din plastic au dezvoltat tabele speciale care indică timpul de încălzire pentru un anumit grad de polipropilenă. În acest caz, se iau în considerare și grosimea peretelui și secțiunea țevii.
Când fitingurile sunt combinate cu produse cilindrice, unghiul de rotație al pieselor nu trebuie să depășească 5 grade. Dacă îmbinarea este făcută corect, bavura va avea aceeași grosime pe toate părțile.
Tehnica de sudare manuală a țevilor din plastic
Un uscător de păr industrial pentru sudarea țevilor din polipropilenă este utilizat în mai multe cazuri:
- pentru conectarea a două secțiuni de țeavă;
- pentru fabricarea pieselor profilate;
- pentru montarea unui cot din elemente individuale.
La lipirea plasticului, un uscător de păr de clădire este echipat cu un reflector - o duză cu un strat special, de care materialul topit nu se va lipi.
După ce ați instalat uscătorul de păr pe suprafața mesei, setați-l la debitul minim de aer. Duza este încălzită la o anumită temperatură și capetele ambelor semifabricate din plastic sunt presate împotriva ei. Imediat după înmuierea polipropilenei, conductele sunt conectate între ele.
În această poziție, piesele combinate sunt menținute până la 30 de secunde. Acest timp este suficient pentru ca ei să se lipească și să se întărească.
Ca urmare a sudurii constructii uscator de par conexiunea este puternică și fiabilă.

Printre principalele avantaje ale țevilor din polipropilenă se numără:
- durabilitate;
- gamă largă de temperaturi de utilizare;
- masă mică de produse;
- confort și rapiditate de instalare;
- lipsa coroziunii suprafeței interioare;
- costul lor este comparabil cu omologii din metal.
Marcaj internațional cu desemnarea literei polipropilenă PN și valorile numerice indică nivelul de presiune acceptabil în timpul funcționării acestui produs. În plus, prin marcare, puteți afla exact cum se sudează țevile din polipropilenă și în ce scopuri pot fi utilizate.
In special, cand vine vorba de sisteme de incalzire, produsele si sudurile trebuie sa fie suficient de rezistente pentru a rezista in conditiile de incalzire permanenta si presiune mare.
Este de remarcat faptul că țevile din plastic vor servi mult timp și fără defecțiuni, dacă sunt prevăzute cu condiții de funcționare potrivite. Acestea trebuie plasate departe de sursele de radiații termice directe - cazane de încălzire, lumina soarelui, aparate industriale. În plus, fiabilitatea legăturilor va fi garantată cu respectarea corespunzătoare a temperaturii pentru sudarea țevilor din polipropilenă, precum și a numărului minim de elemente prinse cap la cap.
Înainte de a începe orice lucru, ar trebui să începeți să proiectați viitorul sistem. În această etapă, ei elaborează aspectul elementelor structurale, determină secvența de asamblare a sistemului și, de asemenea, decid modul în care fitingurile și țevile din polipropilenă vor fi sudate și legate în contrapartida conductei.
Apoi, este necesar să decideți cum vor fi sudate țevile în sine - acest lucru depinde de geometria și configurația viitoarei conducte. În plus, calculează numărul de fitinguri pivotante necesare, cuplaje, teuri și alte elemente auxiliare care vor trebui achiziționate înainte de a trece direct la lucru.
În procesul de lucru, nu este exclusă posibilitatea unor modificări în schema de conexiuni, totuși, acest lucru nu va fi dificil de făcut, deoarece asamblarea țevilor PP este foarte simplă și convenabilă.
Dacă faci toată munca manual, atunci mai ales instrumente complexe sau nu sunt necesare aptitudini profesionale. Principalul lucru este să respectați schema și secvența de instalare, iar apoi încălzirea, instalațiile sanitare sau alte comunicații vor fi complet sigilate și de înaltă calitate.
Lista instrumentelor de lucru arată astfel:
- Cutter sau foarfece pentru tăierea plasticului. Foarfecele de tip ghilotină sunt potrivite în mod optim, echipate cu o unitate de transmisie a forței dintate și o lamă puternică.
- Un dispozitiv pentru decuparea țevilor din polipropilenă armată - acesta poate fi un simplu cuțit cu o lamă scurtă și puternică.
- Alcool (etil sau izobutil) - va fi necesar pentru degresarea suprafeței țevii înainte de sudare. Degresantul, acetona, care este popular atunci când lucrați cu vopsele și lacuri, nu poate fi utilizat pentru țevile din PP, deoarece va face suprafața poroasă și fragilă.
- Un instrument pentru sudare, adică un fier de lipit special pentru țevi din PP. Arată ca o suprafață capabilă să se încălzească până la 260 ℃ (dorn), pe care sunt atașate cuiburi pentru fitinguri și țevi. Exista fiare de lipit tubulare si realizate sub forma unui ciocan alungit. În cele mai inaccesibile locuri este mai convenabil să operați cu un instrument tubular.
- O bandă de măsurare pentru măsurarea lungimii secțiunilor, astfel încât să puteți tăia materialele cât mai precis posibil fără montarea și tăierea ulterioară;
- Șablon dintr-o bucată scurtă de țeavă cu un diametru mare și, de preferință, cu fund. În lungime, trebuie să se potrivească exact cu adâncimea de scufundare a țevii în fiting. Nu aveți nevoie de un șablon pentru o articulație cap la cap.
Dacă toate lucrările de sudare a țevilor din polipropilenă și a altor elemente structurale au fost efectuate cu precizie și corect, ca urmare, după solidificarea completă a cusăturii, ar trebui să se obțină o latură uniformă, a cărei înălțime este aceeași pe întreaga circumferință.
Trebuie remarcat faptul că, dacă temperatura de încălzire este încălcată și are loc un aflux de exces de plastic topit în partea interioară a elementelor conductei, diametrul interior al conductei va scădea. Acest lucru va duce la o creștere a presiunii în interiorul sistemului și o deteriorare a trecerii apei sau a lichidului de răcire prin conducte. În consecință, calitatea articulațiilor cap la cap depinde și de conștiinciozitatea abordării muncii.
Răcire conexiune
Acest instrument se numește aparat de ras și este utilizat pe scară largă atunci când lucrați cu țevi armate. Pentru ușurința instalării, priza de montaj este proiectată astfel încât să permită conectarea numai cu o conductă de ramificație prelucrată de un aparat de ras. Adâncimea de curățare a țevii se determină ținând cont de adâncimea prizei de 2 mm.
Dacă trebuie să corectați munca efectuată, tehnologia vă permite să o faceți în câteva secunde. Piesele nu trebuie supuse la nicio presiune până când materialul nu s-a întărit complet, care durează aproximativ 2-4 minute.
Parametrii aproximativi ai duratei operațiunilor de sudare pot fi găsiți într-un tabel special. Valori mai precise sunt furnizate de producătorii de fitinguri și produse din PP.
Pentru a monta corect sistemul, este necesar să se mențină cu precizie tehnologia de instalare a țevilor PP. Scopul proiectului determină succesiunea de asamblare a sistemului și modul de sudare (suda) în mod corespunzător a unei țevi de polipropilenă.
Tipuri de andocare:
- conexiune de cuplare - în acest caz, partea de capăt a țevii PP este îmbinată cu o ramură continuă folosind un fiting sub forma unui cuplaj. În acest caz, o astfel de tehnologie pentru sudarea țevilor din polipropilenă este folosită cel mai adesea, atunci când suprafețele exterioare ale țevilor din polipropilenă și suprafețele interioare ale îmbinării cap la cap sunt încălzite, așa-numita sudare „socket”. Rezultatul este o conexiune puternică, fiabilă și ermetică, supusă tuturor etapelor de sudare și temperaturii de încălzire. Metoda de sudare prin priză a țevilor din polipropilenă este cea mai comună;
- articulația cap la cap. Suprafețele care urmează a fi sudate sunt secțiunile de capăt ale ramului principal și omologul conductei de polipropilenă. Sudarea cap la cap este folosită cel mai adesea la așezarea țevilor cu diametru mare (de la 40 mm și mai sus).
- tehnologia de sudare a țevilor de polipropilenă cu diametru mare implică utilizarea unor echipamente speciale, profesionale. Conexiunea are o rezistență ridicată. Dacă temperatura și forța de presare sunt selectate corect, atunci conexiunea este strânsă;
- conexiune folosind cleme sau fitinguri autoblocante. Este rațional de utilizat pentru conductele principale cu nivel scăzut presiune;
- sudarea la rece a unei conducte de polipropilenă.

Utilizarea de adezivi și componente cu întărire rapidă cu aderență ridicată pentru a crea cusături puternice și etanșe.
Conductele cu diametru mic sunt cel mai ușor de conectat cu fitinguri
Sudarea la rece vă permite să rezolvați problema modului de sudare a unei țevi de polipropilenă pentru încălzire în locuri în care nu este posibilă utilizarea echipamentelor electrice.
Dezvoltarea unui set complet al sistemului permite proiectarea unei scheme de conducte de orice complexitate și configurație. Sudarea acestui tip de țeavă se face „de secole”, în viitor va fi imposibilă realizarea unei îmbinări sudate.
Sudarea cap la cap a țevilor din polipropilenă
Când lipiți produse din PP cap la cap, capetele pieselor sunt încălzite cu o unealtă fierbinte până când sunt topite. Apoi elementele sunt presate cu forță până când cusătura se răcește. Această tehnologie se distinge prin simplitatea sa.
Cu toată simplitatea ei, sudarea cap la cap pare atât de accesibilă. În practică, acest lucru necesită rezolvarea mai multor probleme, ceea ce este aproape imposibil de făcut acasă.

Țevile trebuie să fie exact aliniate de-a lungul axei lor, în timp ce o abatere de la grosimea peretelui este permisă de numai 10%. Presiunea asupra pieselor care presează produsele cilindrice pe planul oglinzii de încălzire atunci când sunt expuse la temperatură ridicată trebuie aplicată doar pentru un anumit timp. Acesta este singurul mod de a obține o conexiune de calitate. La efectuarea tunderii, este necesar ca suprafața de capăt să aibă o perpendicularitate perfectă.
Condițiile enumerate mai sus sunt destul de greu de urmat fără un dispozitiv suplimentar - un centralizator special. Este echipat cu o acționare electrică care creează o anumită forță de compresie. În plus, acest dispozitiv este echipat cu un trimmer.
Cu alte cuvinte, pentru a suda cap la cap țevile din polipropilenă cu diametru mic, veți avea nevoie de mai multe echipamente speciale decât metoda anterioară de conectare. Având în vedere faptul că la sudarea unei prize, se obține o îmbinare mai bună datorită conexiunii de blocare, meșterii de acasă preferă să folosească această metodă specială de combinare a țevilor.
Sudarea cap la cap a produselor PP este utilizată în principal în producție, atunci când este necesară conectarea structurilor cu secțiuni mari în timpul instalării unei secțiuni drepte a unei structuri de inginerie din produse cilindrice.
Înlocuire sau instalare țevi de apa de la zero este un proces responsabil, așa că materialul trebuie selectat cu mare atenție. Trebuie să fie durabil, rezistent la coroziune, ușor de utilizat. Cel mai bine, astăzi, țevile din polipropilenă sunt potrivite pentru acest scop. Printre avantajele materialului se numără o durată de viață de peste 50 de ani, ușurința de instalare, relativ ieftinitatea materialului și multe alte avantaje. Instalarea unui nou cablu de încălzire sau de alimentare cu apă se realizează folosind tehnologia de lipire, este și sudarea țevilor din PVC. Sudarea țevilor din polipropilenă este cel mai simplu proces pe care, după puțină pregătire, îl poate gestiona orice proprietar. Mai jos, vom lua în considerare care este tehnologia de sudare a țevilor din polipropilenă, nuanțele acesteia.
Materialul principal - țevile din plastic, are propriile sale caracteristici și este clasificat în funcție de o serie de criterii. Primul lucru care îți atrage atenția este culoarea. Pot fi vopsite în verde, gri, alb sau negru. Marcarea cu negru înseamnă că compoziția conține aditivi speciali care împiedică distrugerea materialului atunci când este expus la radiații ultraviolete și pot fi așezate direct pe sol. Culorile rămase nu au diferențe asociate cu colorarea și sunt folosite în interior sau sub un strat de pământ.
Clasificarea conductelor după scop:
- pentru alimentare cu apă rece (marcat cu o bandă albastră, limitând temperatura apei 45C).
- pentru alimentare cu apă caldă (marcat cu o bandă roșie, limită de temperatură 85C).
- universal (marcat cu dungi albastre si rosii, temperatura poate ajunge la 65 - 75 C, in functie de producator).

Modele pentru apa calda, rece si tip universal au un marcaj care indică indicatori suplimentari de performanță ai materialului:
- PN10 - marcarea produselor pentru apă rece utilizată la o presiune de sistem de până la 1 MPa (nu pentru conductele de apartamente);
- PN16 - marcaj aplicabil la conductele universale si apa rece. Un astfel de material poate rezista la temperaturi de până la 65C și la presiuni de 1,6 MPa;
- PN20 - material cu perete îngroșat care poate rezista la presiune de până la 2 MPa și o temperatură de 85C (sudură țevi de încălzire);
- PN25 - conducte armate cu un strat de armare din fibra de sticla sau folie. Rezistă la presiune de până la 2,5 MPa și la temperatura apei 95C.
Echipamente și unelte necesare
Pentru sudarea țevilor din polipropilenă, veți avea nevoie de un anumit set de echipamente, acestea sunt:
- Mașina de sudură în sine;
- Un set de duze de încălzire de diferite diametre;
- Dispozitiv de tăiere;
- Aparat de ras - un dispozitiv care indeparteaza stratul de armare (necesar cand se lucreaza cu marcajul PN25);
- Teșit - un dispozitiv necesar pentru alinierea capetelor tăieturii (necesar dacă produse din plastic tăiați cu un ferăstrău sau cu o unealtă adecvată care nu oferă un capăt tăiat perfect plat).

Unelte necesare pentru sudarea PP
Tehnologia de sudare prin priză - instrucțiuni pas cu pas
Sudarea prin priză implică conectarea unei țevi și a unui fiting prin introducerea pieselor una în alta. O astfel de sudare a țevilor din polipropilenă este considerată cea mai simplă, există și un sistem de sudare cap la cap, dar tehnologia folosită acolo poate complica munca, mai ales acasă. Prin urmare, mai jos am descris cum proces pas cu pas sudarea țevilor din polipropilenă.
Tăierea țevilor
Tăiați materialul cu un instrument conceput pentru aceasta. Dacă nu există, atunci tăierea poate fi făcută cu un ferăstrău sau alt instrument disponibil, principalul lucru este să nu deteriorați geometria și să mențineți planul de tăiat uniform. Teșitorul este destinat acestuia din urmă, curăță și capătul, în care stratul de armare este mai aproape de diametrul interior. În caz contrar, acest element poate forma găuri de legătură libere și poate provoca o scurgere.
Țeava din polipropilenă este tăiată la dimensiune cu un cuțit cu clichet special
Pregatirea tevilor si fitingurilor
Inainte de sudare, tevile, din exterior, se degreseaza cu alcool, iar fitingurile din interior. Pentru produsele armate se folosește un dispozitiv special care îndepărtează stratul de întărire - un aparat de ras.
Vă rugăm să rețineți că unii producători recomandă utilizarea unui aparat de ras pentru cele obișnuite din cauza posibilei elipse a materialului în tăietură.

Aparat de ras pentru îndepărtarea stratului superior de aluminiu ranforsat
Pregătirea aparatului de sudură
În ciuda faptului că majoritatea dispozitivelor au propriile elemente de susținere, dispozitivul trebuie fixat ferm într-o menghină sau cleme de masă. Instrumentul este foarte ușor, așa că poate cădea cu ușurință și se poate rupe sau poate provoca un incendiu dacă este slăbit.
Punem cuplajul și dornul în aparatul fix pentru sudare.
Duze pentru sudare
Setăm comutatorul la temperatura dorită. Pentru polipropilenă, aceasta este 270 de grade, dar există momente când este necesară o temperatură mai mică sau mai mare. Luăm aceste valori din documentația însoțitoare pentru materialul nostru și folosind instrucțiunile pentru fierul de lipit, selectăm temperatura optimă.
Montarea pieselor pentru incalzire
Tehnologia de sudare a țevilor din polipropilenă presupune că atunci când dispozitivul a atins temperatura de funcționare (se aprinde indicatorul verde sau se aude un semnal sonor), puteți începe instalarea pieselor care urmează a fi sudate pe aparatul de sudură țevi.
Tăierea este introdusă încet în manșon până când se oprește și se formează o bavură - material în exces, care, atunci când este pus, se rulează într-o rolă. La montare, este foarte important să vă asigurați că bavurile au forma corectă, fără rupturi și alte defecte. Dacă piesa este introdusă fără efort vizibil sau lipsește grantul, aceasta poate fi considerată defectă și ar trebui înlocuită. Același lucru este valabil și pentru fiting, care trebuie pus și pe dorn cu forță vizibilă, până se oprește.
Important! Instalarea pentru încălzire și demontare trebuie efectuată prin apăsare pe piesa strict perpendiculară pe elementul de încălzire. Este interzisă presiunea într-un unghi sau îndepărtarea pieselor cu îndepărtarea lor într-un anumit unghi.
Sudare
Când elementele sudate sunt instalate în locurile lor, trebuie să li se acorde un anumit timp, astfel încât materialul să devină vâscos și, în același timp, tija de sudură din polipropilenă să nu își piardă proprietățile portante. Mai jos sunt parametrii aproximativi potriviți pentru sudarea țevilor din polipropilenă de diferite diametre. Merită să luați în considerare faptul că valorile sunt medii și mai precise, indică producătorul în documentația de însoțire.

Temperatura de sudare a tevilor din polipropilena, timpul de racire, in functie de grosime
Pentru orientarea în termenii dați în tabel, trebuie urmate următoarele definiții:
- Timpul de încălzire se calculează din momentul în care piesa atinge opritorul elementului de încălzire.
- Timp de conectare - un parametru care arată cât timp trebuie păstrate conductele pentru sudarea polipropilenei după ce au fost colectate.
- Timp de răcire - intervalul de timp care trebuie menținut pentru solidificarea completă și obținerea unei legături monolitice.
Asamblarea pieselor
După îndepărtarea pieselor din duza de încălzire, acestea trebuie asamblate. Pentru a conecta țevile din pvc, fitingul este setat la unghiul necesar, iar țevile sunt conectate împreună cu o singură mișcare.

În acest caz, este interzisă întoarcerea pieselor. Ținem piesele, ținându-le nemișcate, dar fără a aplica forță, ca la îmbrăcare.
Timpul care se scurge între scoaterea din aparatul de sudură, înainte de asamblarea efectivă, trebuie să fie minim. În caz contrar, piesele se vor răci și nu se vor suda sau conexiunea va fi de proastă calitate.
Notă! Pentru sudarea țevilor din polipropilenă cu diametru mare 40 - 50 mm, moduri manuale nu se potrivesc și necesită utilizarea unui instrument special de centrare.
Răcire conexiune
Un punct important în care nu trebuie să atingeți piesa, inclusiv încercarea de a o încerca și așa mai departe. După răcire, circuitul sudat din țevi de polipropilenă cu propriile mâini este gata de utilizare.
Erori de sudare
Sudarea țevilor din plastic, în special pentru începători, va duce la o serie de erori. Le-am selectat pe cele mai comune, astfel încât să puteți înțelege cum să sudați corect piesele, la ce ar trebui să acordați atenție.
- Pregătirea brută este cea mai simplă și cea mai comună neglijență. Formarea incorectă a marginilor, murdăria, apă și grăsime la locul sudării țevilor de polipropilenă și neglijarea similară a pregătirii duce la faptul că joncțiunea își pierde soliditatea.
- Erorile de poziționare sunt defecte care apar în timpul asamblarii. Acestea sunt încercări de rotire a piesei după colectare, încercări de a elimina căderea în timpul colectării. Toate acestea înseamnă răcirea pieselor cu o scădere ulterioară a calității sudurii.
- Material greșit. Aici ne întoarcem la caracteristicile sudării țevilor PP. Polipropilena din diverși producători poate avea un punct de topire diferit, ceea ce înseamnă că una dintre părți poate fi subîncălzită sau supraîncălzită. De asemenea, această problemă apare atunci când se încearcă sudarea a două țevi de diametre diferite.
- Asamblare slabă - aceasta ar trebui să includă presiune excesivă în timpul colectării, presiune insuficientă, o creștere a intervalului dintre scoaterea produsului din mașină pentru sudare și colectare.
Toate problemele descrise sunt destul de comune și în cea mai mare parte apar din cauza neglijenței obișnuite arătate de sudor. Instrucțiunile pentru sudarea țevilor din polipropilenă prezentate mai sus, o încercare de probă de a suda îmbinări standard și prelucrarea țevilor de polipropilenă în locuri greu accesibile vor ajuta la evitarea problemelor.
Pentru sudarea țevilor din polipropilenă cu acele diametre care sunt utilizate de obicei în sistemele de alimentare bând apă, alimentare cu apă caldă și încălzire, un set standard de instrumente pentru țevi din polipropilenă este suficient: o mașină de sudură, duze de încălzire, suport pentru țevi, suport, șablon de orificii, foarfece, bandă de măsurare, șuruburi pentru fixarea duzei, cheie hexagonală, nivel și chei.
La sudarea produselor mici, se folosește o mașină portabilă compactă cu o putere de până la 1500 W, precum Candan CM - 01 sau Candan CM - 03, alimentată de o tensiune de rețea de 220 V. Cea mai importantă parte a aparatului de sudură este duze pentru fierul de lipit, care încălzesc suprafața interioară și exterioară a pieselor de conectat. Duza este formată din două părți. Conducta este conectată la o parte cu un orificiu. O altă parte a duzei este introdusă în fiting. Duzele sunt instalate și înșurubate înainte de începerea procesului de încălzire. Suprafețele duzelor sunt acoperite cu teflon, care ajută la menținerea curată a duzelor, împiedică lipirea plasticului topit de aparatul de sudură și promovează procesul corect de sudare a două materiale omogene. Prin urmare, stratul de teflon trebuie să fie întotdeauna curat și fără orice deteriorare. Pentru a prelungi durata de viață a vârfurilor, acestea trebuie protejate de unelte metalice, impact, murdărie și ulei. Când lucrați în afara atelierului, mașina de sudură pentru țevi din polipropilenă trebuie instalată pe un suport special. Țevile de până la 63 mm în diametru sunt tăiate cu foarfece (tăietor de țevi). Pentru țevi cu diametru mai mare se folosesc foarfece speciale sau un ferăstrău pentru metal.
Secvența operațiunilor la sudarea țevilor din polipropilenă:
– Tăiați țeava la lungimea dorită, țevile trebuie tăiate perpendicular pe centrul țevii. Adâncimea de sudare trebuie măsurată de la capătul țevii și notă. Pentru țevile cu strat de aluminiu, este necesar să îndepărtați stratul exterior de polipropilenă și să îndepărtați folia de aluminiu. instrument special(maşină de ras).
– Suprafețele de îmbinare ale țevilor și fitingurilor din polipropilenă trebuie curățate. Mașina de sudură trebuie încălzită până la 260 °C. Sudarea țevilor din polipropilenă se efectuează numai după ce indicatorul de control se stinge. Sudorul trebuie să verifice suprafața exterioară a țevii și suprafata interioara fitingurile care au fost încălzite de un aparat de sudură pentru a vă asigura că sunt încălzite în starea dorită (trebuie să vă asigurați că plasticul este suficient de moale). Țevile și fitingurile trebuie încălzite în același timp. Imediat după încălzire, conducta trebuie introdusă în fiting și presată în direcția axei. Nu mutați piesele în timpul procesului de fuziune și nu schimbați poziția acestora după prima secundă de îmbinare. Timpul necesar pentru încălzirea, conectarea și răcirea țevilor din polipropilenă depinde de dimensiunea acestora.
La lipirea țevilor din polipropilenă trecut în mod fiabil și eficient, timpul de încălzire specificat trebuie respectat cu strictețe. Dacă încălziți piesele mai mult decât timpul alocat, plasticul se va topi prea mult și piesele se vor deforma. Dacă piesele sunt încălzite mai puțin decât timpul prescris, acestea nu vor atinge starea necesară fuziunii, ceea ce în viitor poate duce la scurgeri.
Timp de încălzire a țevilor din polipropilenă
Metodele de fixare a țevilor trebuie să fie dimensionate pentru a se potrivi cu diametrele țevilor care urmează să fie instalate. Elementele de fixare fixe și mobile trebuie alese astfel încât să nu deterioreze suprafața exterioară a țevilor.
Piesele de conectare și fixare optime sunt suporturi acoperite cu plastic concepute pentru țevi sintetice. Elementele de fixare fixe sunt folosite pentru a fixa conducta și a o ține în anumite puncte pentru a preveni mișcările nedorite. La instalarea țevii, este necesar să se determine în ce puncte (în fiecare dintre secțiunile sale) vor fi amplasate elementele de fixare fixe. In acest fel, miscarile conductei sunt limitate si se asigura stabilitatea conductei. În plus, trebuie determinată locația fitingurilor și distanța dintre elementele de fixare fixe trebuie aleasă astfel încât să nu interfereze cu prelungirea conductei, iar conducta să poată rezista la sarcină în cazul creșterii presiune.
La fixarea țevilor pe tavan, distanța dintre elemente de fixare nu trebuie să fie mare. Rețineți că elementele de fixare mobile nu trebuie utilizate pe tavan. Când instalați țevi de evacuare (dacă țeava este atașată direct la ieșire), nu este nevoie să folosiți dispozitive de expansiune suspendate. Pentru a compensa forța de dilatare termică a țevii, suporturile și elementele de fixare trebuie să fie poziționate corect și fixate ferm de perete.
Elementele de fixare glisante trebuie instalate astfel încât să nu împiedice mișcarea axială și să nu deterioreze suprafața exterioară a țevii. La conectarea unui fiting la un fiting, conducta trebuie lăsată să se miște liber, dacă este posibil într-o direcție axială, și nu în unghi.
Tipuri de țevi din polipropilenă
Durata de viață a produselor depinde de temperatura mediului și de presiunea creată în ele. Cu alegerea corectă a tipului de material, este posibil să-și extindă semnificativ capacitățile operaționale.
Există 4 tipuri de materiale pentru țevi care au caracteristici diferite în funcție de temperatura de funcționare a acestora.
Materialele marca PN10 se referă la produse destinate alimentării cu apă rece. Nu sunt capabili să reziste la temperatura ridicată a mediului. Al doilea tip, marcat PN16, se referă la produse de tip mixt și este conceput pentru alimentarea cu apă rece și caldă, dar cu o temperatură de funcționare limitată. PN20 și PN25 sunt materiale destinate alimentării cu apă caldă. Astfel de conducte sunt capabile să reziste la temperaturi ridicate, iar produsele marcate PN25 sunt întărite suplimentar cu metal, ceea ce le mărește durata de viață și capacitatea de a rezista la presiune ridicată și regim de temperatură.
Kit de sudare a conductelor
Dacă sudarea produselor din polipropilenă trebuie efectuată în mod regulat, atunci este recomandabil să achiziționați un kit special de sudură, care este vândut imediat într-o valiză adecvată. Costul său mediu este de aproximativ o sută de dolari și constă în:
- element de încălzire;
- Duze din teflon de diferite dimensiuni;
- foarfece pentru tăierea țevilor din polipropilenă;
- șuruburi care sunt atașate la elementul de încălzire al duzei;
- nivel;
- suporturi pentru elementul de încălzire;
- hexagon pentru strângerea șuruburilor.
În cazul în care lucrările de sudare sunt efectuate din când în când, este mai rațional să închiriați echipamente de sudură.
Tipuri și scop
Țevile din polipropilenă sunt disponibile în patru culori - verde, gri, alb și negru. Doar cele negre diferă ca caracteristici - au rezistență crescută la radiațiile ultraviolete și sunt utilizate la așezarea sistemului de irigare pe sol. Toate celelalte au caracteristici similare și sunt așezate în interior sau îngropate în pământ.
După programare, țevile din polipropilenă sunt de următoarele tipuri:
- Pentru apa rece (temperatura de pana la +45°C). Este ușor să le distingem prin dunga albastră longitudinală.
- Pentru alimentare cu apă caldă (încălzire până la +85°C). O caracteristică distinctivă este o dungă roșie.
Universal (incalzire maxima pana la +65-75°C in functie de producator). Două dungi sunt aplicate una lângă alta - albastru și roșu.
Atat pentru apa rece cat si pentru apa calda, exista conducte cu caracteristici diferite. Aceasta este afișată în etichetă:
- PN10 sunt utilizate exclusiv în sistemele de alimentare cu apă rece (până la +45°C) cu presiune scăzută (până la 1 MPa). Au o grosime mică a peretelui. Nu este potrivit pentru clădiri înalte.
- PN16. Ele sunt adesea etichetate ca universale, dar mai des folosite pentru apă rece - rezistă la încălzirea mediului până la + 65 ° C și la presiune de până la 1,6 MPa.
- PN20. Conductele cu pereți groși, care pot transporta mediu cu temperaturi de până la +80°C, rezistă la presiuni de până la 2 MPa. Folosit în distribuția de apă caldă și sisteme de încălzire.
- PN25. Acestea sunt țevi din polipropilenă armată (folie sau fibră de sticlă). Datorită prezenței unui strat de armare, acestea au adesea o grosime a peretelui mai mică decât PN20. Temperatura medie de încălzire - până la +95 ° C, presiune - până la 2,5 MPa. Sunt folosite pentru alimentarea cu apă caldă și încălzire.
Toate sunt produse în diferite diametre - până la 600 mm, dar în apartamente și case private sunt utilizate în principal în dimensiuni de la 16 mm la 110 mm.
Vă rugăm să rețineți că este indicat diametrul interior, deoarece grosimea peretelui poate varia.
Etapa a doua. Sudarea țevilor din polipropilenă

Această procedură va necesita un ferăstrău electric (de tăiat polipropilenă) și un echipament special de sudare.

Primul pas.
În timp ce aparatul se încălzește, se iau măsurătorile necesare, țevile sunt marcate și tăiate.

Pasul doi.
Capetele produselor care sunt planificate a fi interconectate sunt curățate și degresate cu grijă.
Pasul trei.
Folosind un creion, se marchează adâncimea de intrare a fiecărui produs în manșon. Este caracteristic că în același timp trebuie să rămână un spațiu minim milimetric, astfel încât țevile să nu se lipească cuplare montaj.

Pasul patru.
Pe manșon se pune o țeavă PP cu fiting în conformitate cu marcajele făcute, iar încălzirea tuturor elementelor trebuie să aibă loc simultan.
Durata încălzirii depinde nu numai de diametrul produselor, ci și de adâncimea sudurii (aceasta poate fi găsită în tabelul de mai jos).

Pasul cinci.
După o anumită perioadă de timp, produsele sunt îndepărtate și conectate, cu puțin efort, stând una peste alta. Este interzisă rotirea elementelor de-a lungul liniei axiale.

Pasul șase.
În câteva secunde de la conectare, se efectuează reglarea primară, apoi elementele sunt în sfârșit fixate.

Dacă nu există goluri rămase la joncțiune, atunci aceasta (conexiunea) poate fi considerată de înaltă calitate.
Fabricarea aparatelor de sudura
Având în vedere faptul că unul mai mult sau mai puțin bun costă peste o mie de ruble, este mai ieftin să îl închiriezi sau să îl faci singur. Dacă acesta din urmă a fost ales, atunci pentru muncă ar trebui să vă pregătiți:

Secvența acțiunilor ar trebui să fie după cum urmează.
Primul pas.
Pentru a îmbunătăți transferul de căldură, talpa fierului este tratată cu pastă termică, apoi se fixează un manșon de teflon. Locația acestuia din urmă este determinată în prealabil - partea largă în sus sau în jos.
Pasul doi.
Un „nas” ascuțit este tăiat pentru mai mult operare convenabilă lângă ziduri.
Pasul trei.
Încălzirea fierului de călcat se efectuează până când dispozitivul se oprește a doua oară.
Pasul patru.
Este bine dacă fierul de călcat este echipat cu un senzor de temperatură - acest lucru vă va permite să determinați cu exactitate temperatura de încălzire. Dar există o cale mai ușoară - prin plumb. Acest metal se topește la 230ᵒС și mai mult, ceea ce coincide aproximativ cu temperatura necesară pentru sudare.
Tehnologia ulterioară este identică cu cea descrisă mai sus.
Instrumente necesare
Țevi de polipropilenă în sine;
Aparate speciale pentru sudarea unor astfel de țevi;
Aparat de sudura
Un ferăstrău pentru tăierea lor, un tăietor special este adesea vândut complet cu o mașină de sudură; pentru volume mari de lucru, puteți utiliza un tăietor inel sau foarfece speciale;
Degresant (alcool etilic sau izobutilic); În acest caz, utilizarea acetonei este interzisă, deoarece este capabilă să înmoaie plasticul;
Teșitor: Interiorul său seamănă cu un ascuțitor de creion, cu toate acestea, deoarece teșirea trebuie tăiată uniform, cuțitele sunt într-un unghi diferit; puteți înlocui teșitorul cu o pila obișnuită și un cuțit;
 Teșitor pentru țevi din plastic
Teșitor pentru țevi din plastic
Razor: un instrument pentru îndepărtarea stratului armat (dacă conductele noastre au un strat de armare).
 Aparat de ras
Aparat de ras
Sfat.
Conductele care se potrivesc aproape de centrala de incalzire (la o distanta mai mica de jumatate de metru) trebuie sa fie realizate numai din metal. Acestea sunt conectate la polipropilenă folosind adaptoare de la o îmbinare sudată la una filetată.
Lucrul cu țevi din polipropilenă
Sistemul de instalare a conductelor din polipropilenă de astăzi include toate elementele necesare pentru conectarea țevilor de diferite dimensiuni, contururi, fitinguri, elemente de fixare și incluziuni. Procesul de asamblare este destul de simplu și, cu abilitățile necesare, este rapid.
Setul de elemente poate fi personalizat așa cum doriți, astfel încât rezultatul să fie un sistem complet unic. Complexitatea și echipamentul depind doar de preferințele și dorințele clientului, adică dvs. Singura caracteristică pe care unii o atribuie dezavantajelor polipropilenei este metoda de conectare sudată. După sudare, nu mai este posibilă separarea țevilor și corectarea erorii. Prin urmare, trebuie să vă gândiți la totul în avans și să încercați să evitați inexactitățile în acțiuni.
Dacă descompunem procesul de sudare a țevii în pași separați, va arăta astfel:
- Cu un fier de lipit pentru polipropilenă, este necesar să încălziți ambele părți pe care doriți să le atașați una de cealaltă.
- După ce trebuie să conectați părțile încălzite;
- După o scurtă perioadă de timp, îndepărtați elementele deja fixate din aparat.
Sudarea oferă elementelor o conexiune atât de puternică încât este aproape imposibil să se separe piesele fără a le rupe. De aceea, țevile din polipropilenă sunt considerate a fi de înaltă calitate, durabile și capabile să reziste la aproape orice presiune.
Principalele etape de lucru
1. Luăm o țeavă de dimensiunea potrivită.
2. Îi curățăm marginile de bavurile formate în timpul tăierii cu pila sau teșit.
3. Marcam cu un creion la capatul conductei (vezi foto) ce sectiune trebuie sa topim, adica conturam locul in care se va pune fitingul.
 Conturăm locul lipirii cu un creion
Conturăm locul lipirii cu un creion
4. Prelucram teava si montajul cu un agent de degresare.
5. Fixați ferm mașina de sudură pe masă.
6. Setul său include duze de diferite diametre. Luăm duzele necesare (una pentru fiting și una pentru țeavă) și le fixăm pe ambele părți ale dispozitivului.
7. Setați temperatura la 260°.
8. Imediat ce luminile se sting (asta înseamnă că dispozitivul s-a încălzit suficient), poți începe lucrul. Timpul mediu de încălzire este de 2-3 minute.
9. Punem duze fierbinți (sunt două) un fiting și o țeavă până la un semn de creion. Prea multă presiune asupra pieselor care urmează să fie sudate sau rotiți-le nu ar trebui să fie.
 Aparat de sudura cap la cap. Fitingul și țeava sunt puse pe duze fierbinți
Aparat de sudura cap la cap. Fitingul și țeava sunt puse pe duze fierbinți
10. Numărăm timpul prescris. Timpul de încălzire este întotdeauna indicat în instrucțiuni. De exemplu, pentru o țeavă de 25 mm este exact 7 secunde).
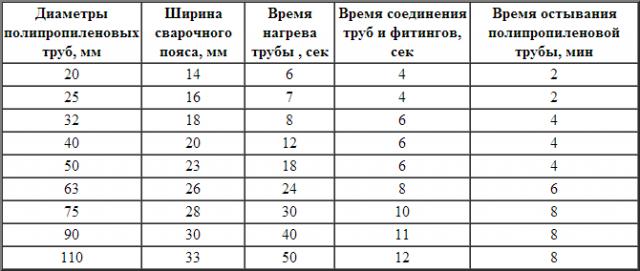 Timpul de încălzire al dispozitivului depinde de diametrul conductei
Timpul de încălzire al dispozitivului depinde de diametrul conductei
11. Scoateți rapid și precis piesele încălzite, ținând ușor aparatul de sudură.
12. Le conectăm între ele. Presiunea excesivă asupra lor sau rotația este, de asemenea, inacceptabilă.
13. Așteptăm câteva secunde.
14. Dacă am făcut totul bine, obținem o legătură perfect uniformă, omogenă.
Stratul armat de pe segmentul conexiunii trebuie îndepărtat, altfel conexiunea va fi neomogenă și fragilă;

Atunci când cumpărați un dispozitiv, nu este necesar să cheltuiți bani în plus și să achiziționați un model cu termostat, deoarece avem nevoie de un singur regim de temperatură de 260 ° C; utilizarea altor moduri poate duce la o conexiune slabă;
Apa trebuie să curgă liber prin conducte; pentru ca la locul lipirii să nu se formeze un obstacol sub formă de plastic înghețat, nu puneți prea multă presiune asupra pieselor topite la conectare; cu toate acestea, presiunea scăzută este, de asemenea, inacceptabilă - lungimea conexiunii pentru o fixare fiabilă nu va fi suficientă; acest lucru poate duce la formarea de turbulențe și scăderi de presiune în sistem;
Regula de bază a unei astfel de lipiri este: fitingul este pus mai întâi pe duză și abia apoi pe țeavă; numărătoarea inversă începe când ambele părți sunt pe mașină;
Polipropilena prinde în 4-8 secunde, dar nu trebuie să o eliberați imediat - pentru a îngheța complet, trebuie să așteptați 20-30 de secunde;
Piesele în timpul răcirii trebuie să fie nemișcate, cea mai mică schimbare poate rupe etanșeitatea conexiunii; prin urmare, înainte de lipire, este mai bine să pregătiți cleme speciale pentru fixarea lor; le poti face din orice bara de lemn sau sarma tare;
Răcirea nodului rezultat cu apă sau un jet de aer rece este interzisă - conexiunea va fi fragilă;
Nu încălziți țeava și fitingul mai mult decât timpul alocat - polipropilena se va deforma; cu mai puțin timp pentru încălzire, conectarea pieselor va fi dificilă;
Cu o sudură adecvată, o parte din plastic ar trebui să formeze un aflux ușor pe manșon;
Puteți verifica calitatea lucrării dvs. tăind secțiunea conectată în jumătate; ar trebui să vedeți la joncțiune o legătură uniformă monolitică fără deformații și goluri.
Sistem de canalizare din conducte PP
După cum sa menționat mai devreme, țevile din polipropilenă sunt utilizate în mod activ astăzi în aranjament. Procedura de instalare în acest caz are propriile sale nuanțe.

Canalizare interioara
Există o serie de reguli care trebuie respectate atunci când instalați canalizare în casă.
- Conducta este așezată într-un unghi în direcție ridicător de canalizare(aproximativ 3 cm pe metru liniar).
- Dacă camera nu este încălzită, atunci conductele sunt izolate suplimentar cu vată minerală.
- Nu faceți viraje ascuțite la un unghi de 90ᵒ, se folosesc în schimb așa-numitele semi-curburi.
- Ventilația de tip ventilator este o componentă obligatorie a sistemului de canalizare, care va împiedica pătrunderea miros urât intr-o locuinta.
- Toaleta este conectată numai după chiuvetă, altfel etanșarea apei se va rupe.
Canalizare exterior

Primul pas.
Diametrul conductelor este determinat, în principal în funcție de numărul de persoane care locuiesc în casă.
Pasul doi.
Din conducta de canalizare se sapă un șanț în fosa septică sau hazna. În același timp, se observă o pantă, în funcție de linia de îngheț a solului, sau conducta este izolată cu vată minerală.


Pasul trei.
Fundul este acoperit cu o „pernă” de nisip. Grosimea sa ar trebui să fie de cel puțin 20 cm.
Pasul patru.
Conducta este în curs de instalare
Este important să evitați posibila afundare, altfel conexiunile se vor prăbuși în curând.
Găurirea are loc folosind un vârf de oțel în formă de con. Tehnologie similară este utilizată în construcția:
Forarea orizontală a unui șanț pentru conductă se realizează folosind echipamente speciale cu pompe cu cric cu acțiune sub presiune. Găurirea are loc folosind un vârf de oțel în formă de con. Tehnologie similară este utilizată în construcția:
- drumuri auto și feroviare;
- conducte la subsoluri;
- autostrăzi spre puţurile de lucru.
Instalarea de către dvs. a unei conducte PP va ajuta la economisirea mult, dar numai dacă este făcută corect.
Produsele din polipropilenă sunt utilizate, de regulă, la crearea sistemelor de drenaj și irigare, precum și la așezarea unui sistem de alimentare cu apă sau la amenajarea unui sistem de încălzire. Polipropilena aparține clasei de poliolefine, ceea ce înseamnă că toate produsele realizate din acest material se disting printr-un grad ridicat de siguranță a mediului.
În plus, sistemele de drenaj din polipropilenă pot dura foarte mult timp, în timp ce costul funcționării lor va fi minim. Cu toate acestea, atunci când lucrați cu astfel de produse, trebuie să știți cum se sudează țevile din polipropilenă astfel încât să se evite deformarea acestora
și prevenirea scurgerilor.
Sudare DIY
Lucrările trebuie efectuate într-o zonă bine ventilată. Polipropilena, atunci când este încălzită, este capabilă să elibereze substanțe toxice și pot fi dăunătoare sănătății, provocând otrăvire.
Instrucțiuni pas cu pas pentru sudare:
- În primul rând, duza necesară de dimensiunea corectă este instalată pe fierul de lipit;
- Pentru a topi polipropilena trebuie atinsă o temperatură de 260 de grade;
- Pregătiți piesele pentru conectare, efectuați curățarea și amplasarea corectă a acestora;
- Apoi fierul de lipit este pus în funcțiune;
- Este necesar să așteptați timpul necesar pentru încălzire, iar acest lucru este indicat de culoarea verde a senzorului.
 Când lipiți, este mai bine să plasați dispozitivul în așa fel încât să stea constant
Când lipiți, este mai bine să plasați dispozitivul în așa fel încât să stea constant
Apoi țeava și fitingul sunt puse simultan pe semifabricat și pe unealta de lipit. Conducta este introdusă în interiorul semifabricatului. Fitingul este pus pe in afara. Este împins până când se oprește, iar țeava este împinsă până la marcajul terminat. Principalul lucru este să păstrați timpul corect.
Dacă instrumentul se încălzește prost, atunci nivelul de difuzie va fi mic, iar acest lucru va încălca calitatea aliajului. O temperatură ridicată va duce la supraîncălzirea pieselor. Timpul optim depinde de diametrul țevii și fitingurilor.
După încălzire, este important să andocați imediat. Principala regulă de procedură este respectarea tolerabilității
Primele secunde permit o corecție, dar nu este permisă întoarcerea. În același timp, se cere să nu se grăbească și să nu tragă, aderând la mijlocul de aur.
Etapa a treia. Instalarea conductei


Când așezați autostrada veți avea nevoie de:
- conducte;
- tricouri;
- Supape cu bilă;
- dopuri;
- adaptoare;
- îndoituri;
- cuplaje;
- elemente de legătură detașabile;
- fitinguri filetate;
- cleme de plastic.
In primul rand se realizeaza montarea elementelor principale ale sistemului (sanitarie, calorifere, cazane etc.), dupa care, in conformitate cu proiectul intocmit, se marcheaza viitoarea autostrada. Elementele conductei sunt interconectate prin intermediul unor cuplaje.
Dacă vorbim de încălzire sau apă caldă, atunci se ține cont de dilatarea termică. Pentru a compensa cele din urmă, este de dorit să folosiți conexiuni mobile. La instalarea unei conducte închise, pereții sunt mai întâi tăiați (în locurile adecvate, se face o canelură cu două diametre ale țevii).
Conducta poate fi umplută cu lichid numai după ce a trecut o oră de la sfârșitul instalării. Un test hidraulic poate fi efectuat numai după o zi.



De ce polipropilenă
Astăzi, producătorii de țevi oferă o gamă largă de produse pentru instalarea sistemelor de alimentare cu apă, de canalizare sau de încălzire. Puteți achiziționa țevi din metal-plastic, metal sau polipropilenă. Astăzi, un număr tot mai mare de consumatori preferă să aleagă țevi din polipropilenă, care au o mulțime de avantaje:
- nu se corodează;
- Ușor de instalat;
- nu necesită reparații constante;
- durabil și fiabil în funcționare;
- poate fi așezat în interiorul unui perete sau al podelei;
- sunt semnificativ mai ieftine decât țevile metalice.
Tevile din polipropilena pot fi folosite pentru instalarea sistemelor de incalzire, pentru conductele de apa si pentru canalizare.
Ce țevi sunt potrivite pentru tine
Pentru a alege țevile din polipropilenă, trebuie să știți:
- condițiile în care vor fi exploatate conductele;
- presiunea fluidului în sistem și temperatura acestuia;
- debitul necesar al produsului, care determină diametrul de lucru.
Țevile din polipropilenă au un marcaj special în funcție de scopul produsului.
- PPH
- ventilatie, alimentare cu apa rece. - PPB
– sisteme de alimentare cu apă rece, încălzire. - PPR
– sisteme de alimentare cu apă caldă și rece, încălzire.
Conducte cu marcaj PPR
- sunt universale. Prin urmare, acestea sunt cele mai căutate. Sunt foarte rezistente atât la temperaturi înalte, cât și la cele negative.
Prima etapă. Redactarea unui proiect
Lucrările de instalare ar trebui să înceapă cu proiectarea viitoarei autostrăzi. Un criteriu important aici este ergonomia, astfel încât numărul de spire și elementele de legătură să fie menținut la minimum.

La amenajarea sistemului de încălzire, este deosebit de important un proiect bine conceput, în care amplasarea unor elemente precum:
- cuplaje;
- adaptoare;
- elemente de fixare;
- colțuri;
- echipamente de incalzire.
Linia este conectată la radiatoare într-un mod cu una sau două conducte, din lateral sau de jos.

Instalatii sanitare

Aici, autostrada este conectată la un sistem centralizat pentru a alimenta instalațiile sanitare necesare - vas de toaletă, chiuvete, boiler etc. Există două moduri de a efectua cablarea.
Metoda numărul 1.
Varianta deschisă. Țevile orizontale sunt instalate ușor deasupra nivelului podelei, iar țevile verticale sunt instalate exclusiv la colțuri. Toate acestea fac ca conducta să fie mai puțin vizibilă.
Metoda numărul 2.
Opțiune închisă. Este extrem de dificil de executat, deoarece presupune deținerea prealabilă a maximului calcule precise. Conductele (neapărat solide) sunt înfipte în pereți, iar fiecare îmbinare ar trebui să aibă acces liber.

În plus, instalațiile sanitare pot fi:
- tip secvențial (cea mai bugetară și mai ușor de implementat);
- tip de colector (se folosește un colector la alimentarea cu apă);
- cu prize de trecere (puțin populare).
Etapele procesului de sudare de lucru
După ce ați măsurat lungimea necesară a țevii, faceți un semn pe ea cu un marker. Cu un tăietor de țevi sau foarfece, tăiați produsul la un unghi de 90º față de axă. Instrumentul trebuie să fie suficient de ascuțit pentru ca țeava să nu se deformeze.

Conducta este tăiată la un unghi de 90º față de axă
Marginea produsului ranforsat trebuie curatata, scapandu-se de stratul superior si de folie. Fără această etapă, folia de aluminiu, care face parte din țevi, va intra în contact cu lichidul în timpul funcționării. Ca urmare, coroziunea stratului armat va duce la o încălcare a integrității cusăturii. O astfel de conexiune se va scurge în timp.

Se curăță marginea țevilor armate
Pentru produsele nearmate la capătul țevii, este indicată adâncimea de sudare, concentrându-se pe lungimea manșonului de montaj. Un alt punct important în pregătirea țevilor pentru sudare este degresarea suprafeței. Tratarea joncțiunii cu alcool va asigura un contact mai sigur al pieselor.
Pregătirea aparatului de sudură
Înainte de a suda țevile din plastic, este necesar să pregătiți aparatul de sudură. Instrument de mână fixat pe o suprafață plană. Piesele mașinii trebuie să fie curate și fără defecte. Curățați-le cu o cârpă înmuiată în alcool. Elementele de încălzire sunt pornite atunci când unealta este oprită. Un dorn este folosit pentru a fuziona un fiting, un manșon este folosit pentru a fuziona o țeavă.

Timpul de încălzire a pieselor pentru sudare este determinat conform tabelului
Apoi dispozitivul este conectat la rețea. În același timp, indicatoarele situate pe corpul unității ar trebui să se aprindă. Unul dintre ele semnalează că dispozitivul este conectat la rețea. Al doilea, după ce atinge temperatura de încălzire necesară, ar trebui să se stingă. După ce indicatorul se stinge, este de dorit ca cinci minute să treacă și abia apoi să înceapă procesul de sudare. Acest timp depinde de temperatura mediului ambiant și durează de la 10 minute până la o jumătate de oră.
Care este procesul de sudare?
După încălzirea aparatului, puneți fitingul pe dorn și introduceți țeava în manșon. Acest lucru se face în același timp și cu puțin efort.

După încălzirea dispozitivului, puneți fitingul pe dorn și introduceți țeava în manșon
Pentru a ști cum să sudezi corect țevile din polipropilenă, este necesar să ții cont de timpul de încălzire. Perioada corectă va permite pieselor să se încălzească la temperatura necesară și să nu se topească. Depinde de diametrul conductei.
După perioada de timp necesară, piesele sunt scoase din aparat și conectate. În acest caz, țeava trebuie să intre în fiting strict până la marcaj. În timpul acestui proces, este interzisă rotirea pieselor de-a lungul axei.

În procesul de conectare a pieselor, este interzisă rotirea produselor de-a lungul axei
După îmbinarea pieselor, impactul mecanic asupra cusăturii nu este permis până când aceasta s-a răcit complet. Sub rezerva tehnologiei, rezultatul ar trebui să fie o cusătură puternică și strânsă.
Articolul oferă recomandările necesare despre cum să sudați corect țevile, cu descriere detaliata fiecare etapă. Punând în practică aceste sfaturi, puteți conduce independent o conductă pentru alimentarea cu apă sau încălzire. Principalul lucru este să alegeți țevile potrivite și să urmați tehnologia procesului. Abia atunci conducta de polipropilenă va servi mult timp și neîntrerupt.
LA sisteme moderne alimentare cu apă și încălzire, fonta nu a fost folosită de mult timp. A fost înlocuit cu plastic ușor, ușor de instalat și non-coroziv. Astăzi vom vorbi despre sudarea țevilor din polipropilenă cu propriile mâini pentru începători - principalele etape ale acestui proces și complexitățile sale.
De ce polipropilena este mai bună pentru sudare decât metalul
O varietate de coturi și fitinguri, precum și coturi de profil și rotunde din polipropilenă sunt populare pe măsură, deoarece:
- După ce sunt sudate corespunzător, formează piese monolitice care pot dura mai mult de cincizeci de ani.







